
Во что превращается мартенсит при среднем отпуске углеродистых сталей
Опубликовано: 13.05.2024
Мартенсит является неравновесной структурой. Он стремится перейти в более устойчивое состояние за счет уменьшения концентрации углерода и выделения цементита. Такое превращение мартенсита приводит к образованию смеси кристалликов цементита и твердого раствора а (феррита).
Превращение мартенсита при отпуске является процессом диффузионным. Оно связано с подвижностью атомов углерода и железа в пространственной решетке твердого раствора, и поэтому весьма сильно зависит от температуры. Чем выше температура, тем больше подвижность атомов, тем быстрее и полнее осуществляется распад мартенсита, тем более дифференцированной получается механическая смесь кристалликов цементита и твердого раствора а.
Тетрагональный мартенсит вследствие чрезмерно низкой пластичности и вязкости не может рассматриваться в качестве рабочей структуры. Детали и инструменты со структурой свежезакаленного мартенсита разрушаются при эксплуатации вследствие хрупкости. Поэтому изделия с такой структурой необходимо непосредственно после закалки подвергать отпуску.
Отпуском называют нагрев закаленной стали до температур не выше точки А, с целью получения степени распада мартенсита, обеспечивающей правильное сочетание желательной твердости и прочности с достаточной пластичностью и вязкостью. Температура отпуска выбирается в зависимости от требуемого комплекса механических свойств.
Практические температуры отпуска выбираются в пределах от 150 до 650°.
Наиболее часто применяют следующие виды отпуска:
а) низкий отпуск при температурах 150—300° на кубический мартенсит;
б) средний отпуск при температурах 350—450° на тростит;
в) высокий отпуск при температурах 550—650° на сорбит.
Низкий отпуск при температуре 150° сравнительно мало влияет на структуру свежезакаленного мартенсита, так как выделение углерода протекает в этих условиях относительно медленно. Назначение такого отпуска состоит в уменьшении остаточных напряжений, возникающих в стали при закалке.
Кубический мартенсит сохраняет высокую твердость, но приобретает большую вязкость и пластичность по сравнению с тетрагональным мартенситом.
Дальнейшее повышение температуры отпуска ведет к еще большему понижению концентрации углерода в твердом растворе а. Отпуск при температуре 200—300° оставляет в твердом растворе а 0,2% углерода. Одновременно в этом интервале температур протекает распад остаточного аустенита, превращающегося сразу в кубический мартенсит. Степень тетрагональности кубического мартенсита, содержащего 0,2% углерода, составляет 1,01.
При среднем отпуске на температуру примерно 400° твердый раствор а обедняется до содержания углерода
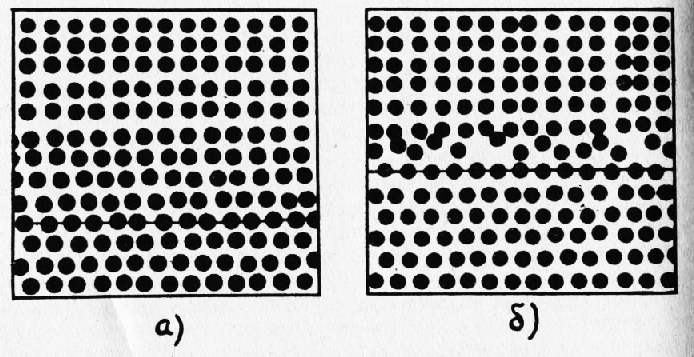
0,025%,т.е. превращается в феррит. Этот момент интересен еще тем, что с образованием феррита нарушается так называемая когерентная связь решеток твердого раствора а и цементита, имеющая место при всех температурах низкого отпуска. Дело в том, что при низких температурах отпуска кристаллическая решетка выделяющегося цементита (новая фаза) связана определенным образом с решеткой твердого раствора (старая фаза). Представление о когерентной связи дает рис. 1,а. При температурах отпуска 300—400° когерентная связь нарушается и решетки цементита и феррита полностью обособляются друг от друга, как показано на рис. 1,6.
При среднем отпуске сталь приобретает структуру, представляющую собой тонкодисперсную механическую смесь феррита и цементита, не различимую в оптический микроскоп при обычных увеличениях и называемую троститом отпуска. Тростит эвтектоидной стали имеет твердость около 400 единиц по Бринеллю, обладает высоким пределом упругости и хорошим сопротивлением усталости. На троститную структуру обрабатываются почти все пружинные стали.
Высокий отпуск на 500—600° приводит к образованию менее Дисперсной по сравнению с троститом феррито-цементитной смеси, хорошо различимой в оптический микроскоп даже при средних увеличениях. Эта структура называется сорбитом. Применительно к конструкционным сталям, содержащим 0,4—0,5% углерода, она обладает высокой прочностью и твердостью, достигающей 270—300 единиц по Бринеллю, при большой пластичности и вязкости.
Между структурами тростит и сорбит, получаемыми при закалке и в процессе отпуска мартенсита, имеется существенная разница. Тростит и сорбит закалки имеют пластинчатое строение цементита, в то время как тростит и сорбит отпуска обнаруживают зернистое строение цементита и обладают лучшим комплексом механических свойств. Поэтому обычным методом термической обработки является не закалка непосредственно на рабочую структуру тростит или сорбит, а закалка на мартенсит с последующим отпуском на тростит или сорбит.
Все превращения стали при отпуске сопровождаются изменением параметра пространственной решетки и вызывают уменьшение или увеличение удельного объема стали. Поэтому при исследовании с помощью дилатометра объемных изменений при отпуске закаленной стали все стадии распада пересыщенного твердого раствора а находят ясное отражение на дилатометрических кривых.
На рис. 2 представлена дилатометрическая кривая отпуска закаленной на тетрагональный мартенсит стали, содержащей 1,2% углерода.
Можно отметить четыре стадии распада насильственного твердого раствора а по мере повышения температуры отпуска от комнатной до 650°.
На первой стадии при нагреве до 100—200° происходит уменьшение объема стали, отмечаемое на графике (рис. 2) понижением дилатометрической кривой. Содержание углерода в твердом растворе уменьшается до 0,4% и мартенсит тетрагональный переходит в кубический.
На второй стадии при нагреве до 200—300° объем стали увеличивается, что объясняется превращением остаточного аустенита в кубический мартенсит. На этой же стадии содержание углерода в твердом растворе а уменьшается до 0,2%; решетка выделяющихся зерен цементита когерентно связана с решеткой твердого раствора а.
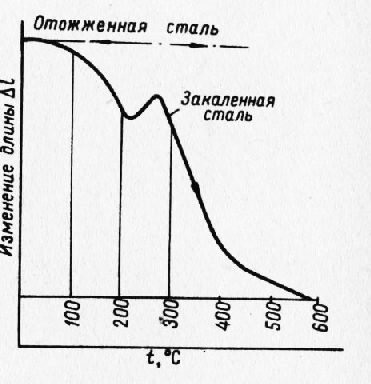
На третьей стадии при нагреве до 300—400° насильственный твердый раствор а превращается в феррит с 0,025% углерода, причем происходит полное обособление решетки цементита от решетки феррита. В результате образуется тростит.
На четвертой стадии при нагреве свыше 400° продолжается дифференциация феррито-цементитной смеси за счет укрупнения зерен цементита; образуется структура сорбит.
Таким образом, сталь, закаленная на тетрагональный мартенсит, при низком отпуске 150—300° приобретает структуру кубического мартенсита, при среднем 350—450° — структуру тро-стита, а при высоком 550—650° — сорбита.
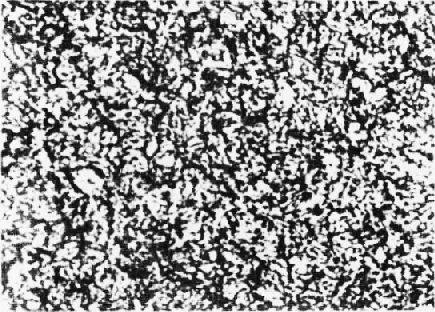
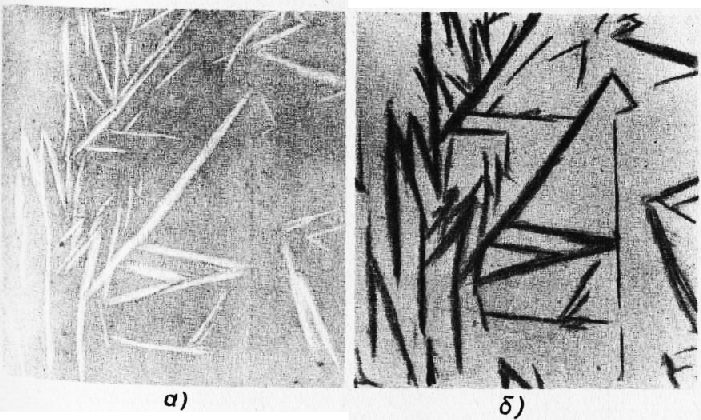
На рис. 3 и 4 представлены некоторые структуры отпуска. Показательно, что иглы отпущенного мартенсита являются темными; это объясняется повышенной травимостью кубического мартенсита вследствие начавшегося выделения цементита.
Низкий отпуск применяется при обработке мерительных и режущих инструментов, предназначенных для работы без толчков и ударов, а также для цементованных деталей. Средний отпуск необходим для изделий с высоким пределом упругости и достаточной прочностью при действии вибрационных нагрузок (пружины всех видов). Высокий отпуск применяется для деталей конструкций, в которых должно быть обеспечено сочетание достаточной прочности с высокой пластичностью и вязкостью (валы, шатуны, болты и т. п.).
Отпуск — это процесс термической обработки, заключающийся в нагреве закаленной стали до температур ниже точки Ас1, c целью получения равновесной структуры и заданного комплекса механических свойств.
После закалки сталь имеет структуру на основе мартенсита с тетрагональной искаженной кристаллической решеткой и остаточного аустенита, количество которого зависит от химического состава стали. При нагреве закаленной стали в ее структуре происходят фазовые превращения, которые можно показать в виде схемы.
Схема фазовых превращений при отпуске сталей
Описание процесса
Отпуск стали (ОС) — это разновидность термической обработки, при которой происходит постепенный нагрев металла с последующим его остыванием. В большинстве случаев отпускную процедуру выполняют на заключительном этапе сразу же после закалки. ОС может выполняться как до, так и после формирования детали из стального полуфабриката. Позволяет устранить внутренние напряжения внутри металла, которые негативно влияют на его физическую структуру, свойства.
Внутренние напряжения на химическом уровне — это нарушения кристаллической структуры металла. Из-за них происходит неравномерное распределение углерода, легирующих добавок по металлическому сплаву. Отпуск позволяет перераспределить эти элементы более равномерно. Это улучшает физико-химические свойства материала (пластичность, прочность, сохранение формы, химическая инертность). Нагрев осуществляется с помощью специальных печей в защитной среде (масляные, селитровые или щелочные ванны). Способ охлаждения деталей после нагрева — воздушный (обычно) или жидкостной (редко).
Качество отпуска стали зависит от следующих физических параметров термической процедуры:
- Температура нагрева. ОС может выполняться при температурах от 100 до 700 градусов, а чем выше будет температура нагрева, тем выше лучше будет качество обработки. Объясняется эта зависимость тем, что при более высоких температурах происходит более глубокое изменение структуры кристаллической решетки. В основном за счет процессов полигонизации, рекристаллизации.
- Длительность нагрева. Длительность ОС обычно составляет от 1 до 3 часов, хотя существуют и более длительные форматы. Все основные процессы в материале проходят в первые 20-40 минут. Дополнительная выдержка нужна для равномерного распределения атомов углерода, железа, легирующих добавок по всей толщине материала.
- Скорость остывания. Здесь правило предельно простое — чем медленнее будет проходить остывание, тем выше будет качество материала. Чтобы замедлить остывание, металлурги используют различные уловки, хитрости. Главная хитрость — это помещение материала в масляную, селитровую или щелочную среду, которая замедляет остывание материала. Теоретически остывание можно выполнять и без применения жидкостных сред, однако скорость остывания будет высокой, что негативно скажется на качестве ОС.
Область применения
Обладая специфическими, а в некоторых случаях уникальными свойствами стали мартенситной группы применяются для изготовления деталей, работающих в сложных технических и химических условиях. Из них изготавливают:
- элементы газовых и паровых турбин (в частности роторы, диафрагмы, лопатки и корпуса);
- детали сварочных аппаратов;
- сосуды высокого давления, которые должны выдерживать 16 МПа;
- комплектующие насосов высоко давления;
- пружины способные выдерживать большие нагрузки;
- отдельные детали котлов, трубопроводов, коллекторов по которым проходит жидкость с высокой температурой или пар;
- инструменты различного назначения (режущие, измерительные, обрабатывающие);
- медицинские инструменты и отдельные части оборудования.
Основными недостатками таких сталей являются: трудности, возникающие при механической обработке и сварке отдельных деталей. Для решения второй задачи необходимо создавать специальные условия для сварки.
Виды отпуска стали
Главный технический параметр ОС — это температура нагрева. Различают 3 типа ОС — высокий, средний и низкий. Конечно, высокотемпературный отпуск является оптимальным средством обработки, поскольку чем выше температура нагрева, тем более активно будет происходить рекристаллизация металла. Однако низко- и среднетемпературные способы обработки также имеют практическую пользу, которую не стоит недооценивать. Ниже мы рассмотрим каждый тип ОС по отдельности.
Высокий
Высокий отпуск стали — это вариант отпускной обработки при температуре от 500 до 700 градусов. Данный способ является самым эффективным, поскольку при таком нагреве происходит полигонизация и рекристаллизация материала, что позволяет устранить все напряжения внутри металла. Обычно длится от 2 до 3 часов. В случае обработки сложных конструкций рекомендованное время может увеличиваться до 6 часов.
Главный недостаток высокотемпературного отпуска — это небольшое снижение прочности материала. Поэтому методика не годится для обработки деталей, которые во время эксплуатации будут испытывать сверхвысокую нагрузку. Высокотемпературная методика распространяется на все виды стали, однако обратите внимание, что в случае некоторых легированных сплавов во время обработки может возникнуть так называемая обратимая высокотемпературная хрупкость.
Средний
Основная особенность среднего отпуска — активная диффузия углерода без полигонизации и рекристаллизации сплава. В случае среднетемпературной обработки улучшается упругость материала, повышается его релаксационная стойкость. Температура отпуска стали в данном случае находится в пределах от 350 до 500 градусов. Средний срок проведения обработки — 2-4 часа. Оптимальная среда — маслянистая или щелочная. Средняя обработка хорошо подходит для прочных деталей сложной формы — рессоры, пружины, ударные конструкции. Однако на практике данная технология используется редко в связи с рядом ограничений:
- В температурной диапазоне от 250 до 300 градусов находится так называемый островок хрупкости первого рода, которого следует избегать. Одновременно с этим при температуре выше 500 градусов находится другой островок хрупкости второго рода (его тоже рекомендуется избегать). Об особенностях этих островков мы расскажем ниже. А небольшое отклонение температуры в большую или меньшую сторону во время отпуска может привести к фатальным последствиям.
- Методика не имеет преимуществ в сравнении с альтернативными технологиями (низкой и высокой). Одновременно с этим слабые печи для обработки обычно не могут нагревать рабочую среду до таких температур, а более сильные печи могут нагреваться до более высоких температур, что неудобно с практической точки зрения.
Низкий
Низкий отпуск стали — методика обработки стального сплава или изделия, при которой нагрев осуществляется до температуры от 100 до 250 градусов. Срок обработки обычно составляет 1-3 часа в зависимости от типа детали, ее габаритов. Во время низкотемпературной обработки происходит диффузия частиц углеродистых компонентов без полигонизации и рекристаллизации атомной решетки. Это позволяет повысить некоторые физические характеристики материала — прочность, пластичность, твердость, химическую инертность.
Низкий отпуск — универсальная технология, однако по факту ее применяют в основном для отпуска изделий из низколегированных и высокоуглеродистых сталей (ножи, посуда, простые детали). Также нужно избегать нагрева материала выше температуры 250 градусов (в противном случае он попадет в островок хрупкости первого рода, что чревато необратимой порчей металла).
Сводная таблица
| Тип отпуска | Время | Температура отпуска стали | Краткие особенности |
| Низкий | 1-3 часа | От 100 до 250 градусов | Происходит только частичная диффузия углерода. Следует избегать перегрева материала выше отметки 250 градусов. |
| Средний | 2-4 часа | От 350 до 500 градусов | Происходит полная диффузия углерода без полигонизации, рекристаллизации. На практике используется редко из-за ряда ограничений. |
| Высокий | 2-3 часа | От 500 до 700 градусов | Происходит полная диффузия углерода, полигонизация, рекристаллизация. Немного снижает прочность материала, поэтому не применяется для сверхпрочных деталей. |
Средний отпуск
Средний отпуск проводится при температурах 350–400 °С. При этом из мартенсита выделяется весь избыточный углерод с образованием цементитных частиц. Тетрагональность (степень тетрагональности) решетки железа уменьшается, она становится кубической. В результате вместо мартенсита остается феррит. Такая феррито-цементитная смесь называется трооститом отпуска, а процесс, приводящий к таким изменениям, среднетемпературным отпуском. При среднем отпуске снижается плотность дислокаций и уменьшаются внутренние напряжения в стали.
Средний отпуск применяется при термообработке упругих деталей: рессор, пружин и др.
Обработка инструментальных сплавов
Высокий, средний и низкий отпуск стали годятся только для температурной обработки сплавов, содержащих менее 0,7% углерода. Для сплавов с более высоким содержанием углерода (их называют инструментальными) используются другие способы. Рассмотрим основные технологии:
- Не рекомендуется делать отпуск быстрорежущих инструментальных сплавов, поскольку они содержат молибден, кобальт, вольфрам, ванадий. Эти элементы устойчивы к нагреву, поэтому они не меняют своих физико-химических свойств при отпускном нагреве. Вместо отпуска рекомендуется делать многоступенчатую закалку: для этого материал поэтапно нагревается до 800, 1050 и 1200 градусов — после этого выполняется резкое охлаждение сплава в масляной среде.
- Обработку обычных инструментальных сплавов рекомендуется выполнять в два этапа. Сначала происходит закалка материала в расплавах солей при температуре 450-500 градусов. После этого выполняется второй этап — двойной отпуск при температуре 550-600 градусов (не более 1 часа). Обратите внимание, что при нагреве инструментальных сплавов возможность возникновения отпускной способности второго рода исключается.
Низкий отпуск сталей
Низкий отпуск стали делают при температуре до 250°С. При этом процессе из мартенсита выделяется часть избыточного углерода с образованием мельчайших карбидных частиц (ε-карбидов). ε-карбиды выделяются в виде пластин или стержней и они когерентно связаны с решеткой мартенсита. Распад остаточного аустенита при низком отпуске происходит по механизму бейнитного превращения: образуется гетерогенная смесь кристаллов низкоуглеродистого мартенсита и дисперсных карбидов. Продуктом низкого отпуска является мартенсит отпуска, который отличается от мартенсита закалки меньшей концентрацией углерода и наличием в нем карбидов (ε-карбидов), которые когерентно связаны с решеткой мартенсита.
При температуре около 250°С начинается превращение карбида в цементит; при этом когерентность решеток α-твердого раствора мартенсита и карбидов нарушается.
Низкому отпуску подвергают инструментальные железоуглеродистые материалы (режущий и мерительный инструмент), а также стали, которые подвергались цементации, нитроцементации. Часто низкий отпуск делают для сталей после термообработки токами высокой частоты.
Что такое отпускная хрупкость
Отпускная температура влияет на качество обработки — чем выше будет температура, тем выше будет качество обработки. Однако ученые-металлурги установили, что это правило имеет 2 исключения, когда повышение температуры приводит не к улучшению, а к ухудшению качества материала. Эти два исключения на практике часто называют островками отпускной хрупкости. К счастью, было придумано несколько эффективных, безопасных способов обойти эти островки, поэтому проблема отпускной способности не является значимой в современной металлургии. Рассмотрим каждый из островков по отдельности + узнаем о том, как их обойти.
Необратимая низкотемпературная хрупкость
Другое название — хрупкость первого рода. Возникает при длительной обработке материала при температуре от 250 до 300 градусов, а распространяется данная хрупкость на все типы стальных сплавов. Объяснение феномена: при нагреве в данном температурном диапазоне углерод начинает активно распределяться по поверхности кристаллической решетки. Однако распределение углерода происходит крайне неравномерно — это приводит к нарушению кристаллической структуры металла, что приводит к серьезному повышению хрупкости. Как ясно из названия, данная хрупкость является необратимой (то есть островки сохраняют стабильность в течение неограниченного времени, а испорченный материал годится только на переплавку). Методика борьбы с данной хрупкостью тривиальна — нужно использовать либо низкую, либо среднюю термическую обработку — но не «промежуточную» между ними.
Обратимая высокотемпературная хрупкость
Другое название — хрупкость второго рода. Возникает только при комбинации сразу трех факторов одновременно. Первый фактор — металл нагревается выше температуры 500 градусов (то есть данная хрупкость характерна для высокой отпускной обработки). Второй фактор — сталь является легированным сплавом с высоким содержанием хрома, марганца или никеля. Третий фактор — очень низкая скорость остывания. Объяснение феномена: при комбинации трех факторов также происходит неравномерное распределение атомов углерода, хрома, марганца и никеля, что приводит к нарушению кристаллической решетки сплава. Существует много способов борьбы с данной хрупкостью — рассмотрим два из них:
Отпуском называется операция нагрева закаленной стали для уменьшения остаточных напряжений и придания комплекса механических свойств, которые необходимы для долголетней эксплуатации изделия. Отпуск производится путем нагрева деталей, закаленных на мартенсит до температуры ниже критической. При этом в зависимости от температуры нагрева могут быть получены состояния мартенсита, троостита или сорбита отпуска. Эти состояния отличаются от состояний закалки по структуре и свойствам: при закалке цементит (в троостите и сорбите) получается в форме удлиненных пластинок, как в пластинчатом перлите. А при отпуске он получается зернистым или точечным, как в зернистом перлите.
При отпуске закаленной на мартенсит стали в ней происходят превращения, которые приводят к распаду мартенсита и образованию равновесного структурно-фазового состава. Интенсивность и результат этих превращений зависят от температуры отпуска. Температуру отпуска выбирают в зависимости от функционального эксплуатационного назначения изделия.
В процессе многолетней эксплуатационно-производственной практики сложились три основные группы изделий, требующие для их успешной эксплуатации «своих» специфических комплексов вязкостно-прочностных свойств.
Первая группа: режущие измерительные инструменты и штампы для холодной штамповки. От их материала требуются высокая твердость и небольшой запас вязкости. Вторую группу составляют пружины и рессоры, от материала которых требуется сочетание высокого предела упругости с удовлетворительной вязкостью. Третья группа включает большинство деталей машин, испытывающих статические и особенно динамические или циклические нагрузки. При длительной эксплуатации изделий от их материала требуется сочетание удовлетворительных прочностных свойств с максимальными показателями вязкости.
В зависимости от температуры нагрева существует три вида отпуска: низкотемпературный (низкий), среднетемпературный (средний) и высокотемпературный (высокий). Преимуществом точечной структуры является более благоприятное сочетание прочности и пластичности.
При низком отпуске (нагрев до температуры 200–300°) в структуре стали в основном остается мартенсит, кроме того, начинается выделение карбидов железа из твердого раствора углерода в б-железе и начальное скопление их небольшими группами. Это влечет за собой некоторое уменьшение твердости и увеличение пластических и вязких свойств стали, а также уменьшение внутренних напряжений в деталях.
Для низкого отпуска детали выдерживают в течение определенного времени обычно в масляных или соляных ваннах. Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес. При среднем37б и высоком отпуске сталь из состояния мартенсита переходит в состояние троостита или сорбита. Чем выше отпуск, тем меньше твердость отпущенной стали и тем больше ее пластичность и вязкость. При высоком отпуске сталь получает сочетание механических свойств, повышение прочности, пластичность и вязкость, поэтому высокий отпуск стали после закалки ее на мартенсит называют кузнечным штампом, пружин, рессор, а высокий – для многих деталей, подверженных действию высоких напряжений.
Для некоторых марок стали отпуск производят после нормализации. Этот относится к мелкозернистой легированной доэвтектоидной стали (особенно никелевой), имеющей высокую вязкость и поэтому плохую обрабатываемость режущим инструментом. Для улучшения обрабатываемости производят нормализацию стали при повышенной температуре (до 950–970°), в результате чего она приобретает крупную структуру (определяющую лучшую обрабатываемость) и одновременно повышенную твердость (ввиду малой критической скорости закалки никелевой стали). С целью уменьшения твердости производят высокий отпуск этой стали.
Цель отпуска – не просто устранить внутренние напряжения в закаленной стали. При низком отпуске мартенсит частично освобождается от пересыщающих его решетку атомов углерода, основу мартенсита отпуска составляет пересыщенный твердый раствор углерода.
Среднетемпературный (средний) отпуск производится при температуре от 350 до 450 °C. При таком нагреве завершается распад мартенсита, приводящий к образованию нормальных по составу и внутреннему строению феррита и цементита. Вследствие недостаточной интенсивности диффузионных процессов размер зерен образующихся фаз оказывается очень малым.
Высокотемпературный (высокий) отпуск осуществляется при 500–650 °C. При таких условиях нагрева при усилившихся диффузионных процессах происходит образование более крупных зерен феррита и цементита, сопровождающееся снижением плотности дислокаций и полным устранением остаточных напряжений.
Получающийся при высоком отпуске продукт распада мартенсита, называемый сорбитом отпуска, обладает максимальной для стали вязкостью.
Такой комплекс является идеальным для деталей машин, подвергающихся динамическим нагрузкам. Благодаря этому преимуществу термическую обработку, сочетающую закалку и высокий отпуск, издавна называют улучшением.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
3. Диффузионные и бездиффузионные превращения
3. Диффузионные и бездиффузионные превращения Под диффузией понимают перемещение атомов в кристаллическом теле на расстояния, превышающие средние межатомные расстояния данного металла. Если перемещения атомов не связаны с изменением концентрации в отдельных объемах,
2. Стали: классификация, автоматные стали
2. Стали: классификация, автоматные стали Стали служат материальной основой машиностроения, строительства и других отраслей промышленности. Стали являются основным сырьем для производства листового и профильного проката.По способу производства стали разделяют на
1. Влияние легирующих компонентов на превращения, структуру, свойства сталей
1. Влияние легирующих компонентов на превращения, структуру, свойства сталей Легирующие компоненты или элементы, вводимые в стали в зависимости от их взаимодействия с углеродом, находящемся в железоуглеродистых сплавах, подразделяют на карбидо—образующие и
3. Диаграмма изотермического превращения аустенита
3. Диаграмма изотермического превращения аустенита На рис. 10 представлена диаграмма изотермического превращения аустенита стали, содержащей 0,8 % углерода.По оси ординат откладывается температура. По оси абсцисс – время. Рис. 10. Диаграмма изотермического превращения
4. Виды и разновидности термической обработки: отжиг, закалка, отпуск, нормализация
4. Виды и разновидности термической обработки: отжиг, закалка, отпуск, нормализация Термическую обработку металлов и сплавов, а также изделий из них применяют для того, чтобы вызвать необратимое изменение свойств вследствие необратимого изменения структуры.Термическая
30. Закон сохранения и превращения энергии
30. Закон сохранения и превращения энергии Первый закон термодинамики основан на всеобщем законе сохранения и превращения энергии, который устанавливает, что энергия не создается и не исчезает.Тела, участвующие в термодинамическом процессе, взаимодействуют друг с
ПРЕВРАЩЕНИЯ САМОВАРА
ПРЕВРАЩЕНИЯ САМОВАРА Для начала давайте поставим самовар.Было углей в самоваре полно, а вскипел самовар — и на дне одна зола. Где угли?Как где? Сгорели. С кислородом соединились. Обернулись летучим газом и улетели в трубу. Это каждый знает. А кто не поверит, те могут газ
2.3. Учет и отпуск спирта на производственно-технические нужды со склада предприятия
2.3. Учет и отпуск спирта на производственно-технические нужды со склада предприятия 2.3.1. Согласно действующим на предприятии нормам расхода этилового спирта каждому подразделению устанавливаются лимиты потребления спирта на планируемый год. Подписанные главным
3. Световая микроскопия; количественные характеристики микроструктуры
3. Световая микроскопия; количественные характеристики микроструктуры Самые разнообразные методы применяются для исследования внутреннего строения сплавов, большинство основано на физических принципах.Изучение строения металлов начинается с помощью простого и
27. Строение и свойства железа; метастабильная и стабильная фазовые диаграммы железо-углерод. Формирование структуры углеродистых сталей. Определение содержания углерода в стали по структуре
27. Строение и свойства железа; метастабильная и стабильная фазовые диаграммы железо-углерод. Формирование структуры углеродистых сталей. Определение содержания углерода в стали по структуре Сплавы железа с углеродом являются самыми распространенными металлическими
29. Белые, серые, половинчатые, высокопрочные и ковкие чугуны Формирование микроструктуры, свойства, маркировка и применение
29. Белые, серые, половинчатые, высокопрочные и ковкие чугуны Формирование микроструктуры, свойства, маркировка и применение Чугун – это сплав железа с углеродом. Чугун содержит углерод – 2,14 % и более дешевый материал, чем стали. Он обладает пониженной температурой
33. Гомогенизационный отжиг, изменение структуры и свойств при гомогенизационном отжиге. Закалка с полиморфным превращением. Закалка без полиморфного превращения
33. Гомогенизационный отжиг, изменение структуры и свойств при гомогенизационном отжиге. Закалка с полиморфным превращением. Закалка без полиморфного превращения Отжиг – операции нагрева и медленного охлаждения стали с целью выравнивания химического состава,
34. Изменение микроструктуры и механических свойств металлов при нагреве после горячей и холодной обработки давлением
34. Изменение микроструктуры и механических свойств металлов при нагреве после горячей и холодной обработки давлением Обработка металлов давлением основана на их способности в определенных условиях пластически деформироваться в результате воздействия на
40. Классификация и маркировка легированных сталей. Влияние легирующих элементов на превращения, микроструктуру и свойства стали; принципы разработки легированных сталей
40. Классификация и маркировка легированных сталей. Влияние легирующих элементов на превращения, микроструктуру и свойства стали; принципы разработки легированных сталей Легированная сталь – это сталь, которая содержит кроме углерода и обычных примесей, другие
41. Конструкционные стали: строительные, машиностроительные, высокопрочные. Инструментальные стали: стали для режущего инструмента, подшипниковые, штамповые
41. Конструкционные стали: строительные, машиностроительные, высокопрочные. Инструментальные стали: стали для режущего инструмента, подшипниковые, штамповые Углеродистые инструментальные стали У8, У10, У11,У12 вследствие малой устойчивости переохлажденного аустенита
Под этим термином понимают завершённый полиморфный процесс преобразования внутренней структуры различных видов сталей. Именно преобразование кристаллической решётки и превращение её в игольчатую структуру получало название мартенсит. Подобные деформации приводят к изменениям свойства конкретной марки стали. Мартенситная сталь составляет основу многих марок стали, в которых требуется улучшить физические и механические характеристики. Например, отпущенный мартенсит значительно увеличивает пластичность готовой стали.

Структура мартенсита
Основным отличием, которое приводит к изменению физических и механических характеристик стали является изменение внутренней структуры. Её называют мартенситная структура. В этом случае кристаллическая решётка претерпевает следующие изменения. Под воздействием внешних факторов происходит изменение направления движения атомов по сравнению с их стандартным, упорядоченным движением в рамках установленной решётки. Увеличиваются межатомные расстояния, что приводит к возникновению деформации, примерно на 10% относительно нормальных размеров. Величина изменений не приводит к переходу через энергетический барьер межатомных связей. Такой кристаллический эффект приводит к образованию специфической формы взаимных связей. Она носит так называемый игольчатый характер.

Изменения структуры стали происходит в процессе нагрева. Повышение температуры вызывает диффузионное перераспределение атомов углерода в рамках кристаллической решётки. Этот процесс вызывает образование нескольких фаз металла.
- При повышении содержания углерода до 6,7% возникает материал называемый цементит. Он имеет решётку в форме ромба.
- При низком содержании углерода (не более 0,02%) формируется феррит. Его решётка приобретает объёмно-центрированную форму.
- Аустенит. Структура железоуглеродистых сплавов, представляющих смесь углерода в количестве около 2% различных легирующих добавок. Кристаллическая решётка этого материала имеет форму куба со строго центрированными гранями. Отличительной особенностью аустенита является его высокая плотность по сравнению с другими структурами стали. Он образуется при температуре нагрева от 910 до 1401 °С и сохраняет свою устойчивость до температуры 723 °С. При дальнейшем охлаждении превращается в другие более устойчивые структуры. При добавлении никеля, марганца или хрома аустенит сохраняет свою структуру вплоть до комнатной температуры. К сталям, имеющим аустенитную структуру, относятся почти все хромоникелевые стали.
- Перлит является механической смесью цементита и феррита. В этой смеси присутствие углерода составляет 0,8%. Он образуется из аустенита в процессе охлаждения. Он является эвтектоидом и может обладать пластичной или зернистой структурой. От этого состояния зависят его физические и особенно механические свойства.
- При повышении содержания углерода до 4,3% из смеси аустенита и цементита образуется материал, называемый ледебурит. Его формирование происходит при температуре расплава в 1147 °С.
- Мартенсит – это перенасыщенный раствор железа и углерода. Его обычно получают при закалке аустенита. В результате температурного воздействия мартенситный материал приобретает из кубической тетрагональную решётку, которая придаёт ему твердость до 1000 HV.

В результате обработки полученная мартенситная сталь приобретает игольчатую структуру, которая формирует более высокие прочностные характеристики, становится устойчивее к воздействию коррозии
Свойства мартенсита
В зависимости от методов обработки мартенсит подразделяется на несколько категорий:
- обычный;
- термоупругий;
- пакетный;
- деформационный;
- гексагональный или 8-мартенсит;
- пластинчатый.
Все эти разновидности – это сталь мартенситного класса, обладающая своими специфическими свойствами. Во всех случаях мартенсит представляет собой определённую марку стали. Например: 20Х13, 10Х12НДЛ, Х5ВФ, Х5М и многие другие.

К основным свойствам мартенситных сталей относится:
- повышенная устойчивость к воздействию агрессивных растворов (кислотных или щелочных);
- антикоррозийная стойкость к повышенному содержанию влаги;
- высокая жаропрочность (особенно после проведения процедуры закалки);
- способность к так называемому самозакаливанию;
- повышенные показатели прочности (твёрдость мартенсита превосходит многие марки сталей);
- устойчивость к вредному воздействию водорода;
- невысокая пластичность;
- трудности в обработке.
Два основных свойства твердость и антикоррозийная стойкость достигаются за счёт специальной обработки и добавлением соответствующих химических элементов. Мартенситная твёрдость в зависимости от содержания углерода может достигать достаточно высоких значений по основным шкалам оценки.
Мартенситное превращение
Данный процесс протекает в стали при высоких скоростях охлаждения. Оно должно быть непрерывным в течение всей процедуры. Мартенситное превращение в стали основано на полиморфном превращении двух аллотропических модификациях железа (альфа-железа Fea и гамма-железа Feg). Обладая температурным полиморфизмом, оба эти вида железа имеют свои кристаллические решётки. Первое формируется в объёмно-центрированную кубическую решётку. Второе в гранецентрированную кубическую решётку. При нагреве стали до 911 °С вплоть до температуры плавления 1593 °С наблюдается устойчивость альфа-железа. При охлаждении со скоростью, превышающей критическую, проявляется эффект преобразования. В этот период аустенит превращается в мартенсит. Механизм этого процесса обладает следующими особенностями:
- Бездиффузионный характер проявляется благодаря существующему сдвиговому механизму. Благодаря ему атомы кристаллической решётки смещаются на небольшое расстояние, которое по величине меньше межатомных связей. Происходит изменение формы кристаллической решётки. Самодиффузии атомов железа не происходит.
- Образовавшиеся кристаллы мартенсита приобретают геометрическую форму пластин. К краю пластины наблюдается уменьшение линейного размера. Поэтому мартенситная структура кристаллов называется игольчатая. Процесс образования пластины заканчивается в двух случаях: на границе зерна аустенита, или при её изломе. Последующие пластины будут образовываться под углом 60° или 120°. Такое образование называется когерентный рост, который протекает при минимальной поверхностной энергии. Однако из-за различия структуры и объёма аустенита и мартенсита в стали наблюдается возникновение больших напряжений. Они достигают величины предела текучести аустенита. Это приводит к отрыву решётки мартенсита от решётки аустенита и когерентность нарушается, что приводит к остановке роста кристаллов.
- Абсолютные смещения атомов при мартенситном превращении могут достигать относительно больших размеров в межатомных связях (по сравнению с макроскопическими размерами). Это является следствием действия сдвигового механизма. Происходит изменение формы аустенита и образования на поверхности характерной игольчатой структуры.
- Несмотря на разницу кристаллических решёток мартенсита и аустенита, между ними существует некоторое кристаллическое соответствие. Оно выражается в ориентационном сходстве.
- Наиболее часто встречающейся формой кристалла после мартенситного преобразования является пластина или так называемая линза. Толщина каждой из них сравнима с остальными геометрическими размерами, сохраняя сложное внутреннее строение. Полученная форма мартенситного кристалла при превращении сохраняет минимум упругой энергии.
- Процесс образования кристаллов протекает при очень высоких скоростях. Она может достигать 1000 м/с. По результатам проведенных оценок время формирования кристаллов при мартенситном превращении не превышает 10 -7 секунды. Это усложняет процесс контроля над образованием мартенсита.
- Сам процесс мартенситного превращения протекает только при быстром непрерывном охлаждении. Температура мартенситного превращения зависит от марки стали (то есть её состава). Температуру начала образования мартенсита обозначают индексом Мн, а температуру конца Мк. Этот температурный интервал в основном зависит от количества, содержащегося в стали углерода. Он не зависит от скорости процесса охлаждения.
Процесс мартенситного превращения не заканчивается полным образованием мартенсита. В стали остаётся остаточный аустенит. Его количество повышается при снижении точки начала превращения.
Область применения
Обладая специфическими, а в некоторых случаях уникальными свойствами стали мартенситной группы применяются для изготовления деталей, работающих в сложных технических и химических условиях. Из них изготавливают:
- элементы газовых и паровых турбин (в частности роторы, диафрагмы, лопатки и корпуса);
- детали сварочных аппаратов;
- сосуды высокого давления, которые должны выдерживать 16 МПа;
- комплектующие насосов высоко давления;
- пружины способные выдерживать большие нагрузки;
- отдельные детали котлов, трубопроводов, коллекторов по которым проходит жидкость с высокой температурой или пар;
- инструменты различного назначения (режущие, измерительные, обрабатывающие);
- медицинские инструменты и отдельные части оборудования.

Основными недостатками таких сталей являются: трудности, возникающие при механической обработке и сварке отдельных деталей. Для решения второй задачи необходимо создавать специальные условия для сварки.
Сталь, закаленная на мартенсит, обладает сложным полем остаточных напряжений, имеет высокую твердость и склонность к хрупкому разрушению. Поэтому непосредственно после закалки стали не могут быть использованы для эксплуатации и подвергаются окончательной операции термической обработки - отпуску.
Процесс нагрева закаленной стали до температур ниже критической точки Ас1, выдержки при выбранных температурах и последующего охлаждения, как правило на воздухе, называется отпуском стали.
Структура закаленной стали состоит из двух неустойчивых фаз: мартенсита и остаточного аустенита. Поэтому при длительном вылеживании при.комнатной температуре и особенно нагреве неустойчивая структура закаленной стали стремится перейти в более устойчивое состояние, т. е. в структуру, состоящую из феррито-цементитной смеси.
При нагреве закаленной стали происходят процессы диффузии углерода из пересыщенной решетки мартенсита, что приводит к уменьшению степени ее тетрагональности, снижению остаточных внутренних напряжений в стали и образованию карбидных частиц. Скорость процесса распада мартенсита и количество углерода в нем зависят от температуры нагрева. Чем выше температура нагрева мартенсита, тем больше скорость распада и тем меньше углерода будет оставаться в нем.
В зависимости от температуры нагрева существует три вида отпуска.
Низкий отпуск – нагрев закаленной стали до температур 170. 220°С. Низкий отпуск предназначается для частичного снятия внутренних напряжений и повышения вязкости и пластичности стали без заметного снижения ее твердости (рис. 1).
Рис. 1. Влияние температуры отпуска на механические свойства стали
Этому виду отпуска подвергают мерительный и режущий инструмент, работающий в условиях безударной нагрузки: метчики, плашки, резцы чистовой обработки и т. д.; детали, прошедшие химико-термическую обработку: цементацию, азотирование, цианирование и т. д. При низком отпуске углерод частично удаляется – диффундирует из пересыщенной решетки мартенсита с образованием включений промежуточных карбидов типа FеxС. При этом уменьшается степень тетрагональности решетки и, как следствие, снижаются остаточные напряжения. Мартенсит закалки переходит в мартенсит отпуска. Значительных изменений в микроструктуре не происходит. Мартенситные иглы теряют свои ранее резкие очертания.
Средний отпуск – нагрев закаленной стали до температур 270. 350 (400)°С. Средний отпуск предназначается для почти полного снятия внутренних напряжений, повышения упругих и пластических свойств стали. Этому виду отпуска подвергаются инструмент, работающий в условиях ударной нагрузки: долбяки, строгальные резцы, резцы для черновой обработки дерева, слесарный инструмент и т. д. (максимальный нагрев до 350°С), детали машин, к которым предъявляются требования высоких упругих свойств: рессоры, пружины и др. (температура нагрева 400°С).
При среднем отпуске, особенно при максимальных температурах, избыточный углерод покидает кристаллическую решетку Fe-a, в результате почти полностью устраняются тетрагональность решетки и остаточные напряжения, мартенсит превращается в феррит, а выделившийся из мартенсита углерод образует устойчивый карбид железа Fe3C. Остаточный аустенит превращается в мартенсит отпуска, который затем распадается на феррито-цементитную смесь – тростит отпуска.
При среднем отпуске происходит качественное изменение структуры закаленной стали: из мартенсита закалки и остаточного аустенита образуется тростит отпуска – феррито-цементитная смесь с высокой степенью дисперсности.
Применимость среднего отпуска для упругих элементов конструкций объясняется достижением оптимального комплекса свойств: модуль упругости еще достаточно велик, а хрупкость, за счет распада мартенсита, устранена. При среднем отпуске значительное (до 30%)падение твердости и незначительное увеличение пластичности (рис.1) происходят в основном за счет устранения тетрагональности, дефектов кристаллической решетки и остаточных напряжений.

Высокий отпуск – нагрев закаленной стали до температур 500. 700°С. Высокий отпуск предназначается для получения однородной мелкозернистой структуры стали и обеспечения наилучшего сочетания прочности, пластичности и ударной вязкости (до 600°С). Двойная термическая обработка, состоящая из закалки и последующего высокого отпуска (до 600°С), существенно улучшает общий комплекс механических свойств, является основным видом термической обработки конструкционных сталей и называется улучшением стали. Улучшению подвергаются такие детали, как шестерни, валы, траверсы, плунжеры, и т. д.
При высоком отпуске, наряду с процессами распада закалочных структур (мартенсита и остаточного аустенита) в феррито-цементитной смеси наблюдаются процессы коалесценции (укрупнения) и сфероидизации (округления) частиц цементитной фазы. Уменьшается количество цементитных включений в ферритной матрице и увеличиваются их размеры, т. е. снижается степень дисперсности структуры. Такая смесь феррита и цементита средней дисперсности зернистого строения называется сорбитом отпуска, в отличие от сорбита закалки, имеющего пластинчатое строение. При высоком отпуске происходит падение твердости (до 50%)закаленной стали при значительном увеличении пластичности и ударной вязкости (рис. 1), максимальные значения которых достигаются при температуре отпуска 700°С.
Перед обработкой резанием применяют высокий отпуск (до 700°С), резко снижающий твердость предварительно закаленной стали и износ режущего инструмента. Частицы карбидов оказываются укрупненными. Такая структура именуется перлитом отпуска в отличие от пластинчатого перлита, получающегося при непрерывном охлаждении стали из области аустенита.
Снижение прочности и увеличение пластичности происходит в основном за счет увеличения количества плоскостей скольжения в феррите, свободных от цементитных включений, т. е. устранения препятствий для перемещения дислокаций.
Таким образом, на свойства отпущенной стали влияют температура отпуска и время выдержки при той или иной температуре, способствующие протеканию диффузионных процессов. Время выдержки определяется из расчета 2. 3мин на 1 мм толщины обрабатываемого изделия или образца.
Порядок выполнения работы
1. Определить температуру заданного преподавателем вида отпуска и занести ее значение в табл.1.
| № образца | Марка стали | Вид отпуска | Температура нагрева | Время выдержки в печи, мин | Твердость по HRC | Структура после отпуска |
| до отпуска | после отпуска |
2. Определить время выдержки образца при выбранной температуре.
3. Провести отпуск образцов.
4. Зачистить шлифовальной шкуркой торцы отпущенных образцов.
5. Определить на твердомере по шкале С твердость отпущенных образцов и полученные результаты занести в табл. 1.
6. Занести в таблицу результаты замера твердости, полученные студентами других звеньев.
7. Построить зависимость HRC=f( ) для стали 45 и объяснить причины падения твердости.
8. Схематически зарисовать структуру после всех видов отпуска и описать процессы, протекающие в углеродистой стали при низком, среднем и высоком отпуске.
Содержание отчета
3. График зависимости HRC=f( ).
4. Схематически зарисованные структуры после низкого, среднего и высокого отпуска с описанием процессов, протекающих в углеродистой стали при каждом отпуске, и указанием области применения этих видов отпуска.
6. Контрольные вопросы
1. После какой термической обработки проводится отпуск?
2. В чем заключается распад мартенсита и при каком виде отпуска он заканчивается?
3. От каких факторов зависят свойства отпущенной стали?
4. При какой температуре отпуска обеспечивается максимальная твердость?
5. Какова разница в строении тростита и сорбита после закалки и после отпуска?
6. При каком виде отпуска идет коалесценция и сфероидизация цементитных частиц?
7. Какая структура формируется при низком, среднем и высоком отпуске?
8. Что такое улучшение стали?
9. На какие фазы распадается мартенсит при отпуске?
10. Чем отличается тростит отпуска от сорбита отпуска?
11. Чем отличается мартенсит закалки от мартенсита отпуска?
12. Какому виду отпуска подвергаются инструментальные стали, работающие в условиях ударной и безударной нагрузок?
13. Какому виду отпуска подвергаются рессоры и пружины?
Лабораторная работа № 8
Отжиг и нормализация стали
Цель работы
1. Научиться определять температуру отжига и нормализации стали по диаграмме железо-углерод, освоить технологию их проведения.
2. Изучить влияние отжига и нормализации на формирование структуры и свойств углеродистой стали.
Читайте также: