
Что за профессия литейное производство черных и цветных металлов
Опубликовано: 02.10.2024
История профессии литейщика уходит корнями в глубокую древность, но и сегодня эта специальность актуальна как никогда.
История профессии
Литье как способ изготовления различных декоративных изделий известно со времен Древнего Египта, на территории которого были найдены отлитые из бронзы скульптуры возрастом около 5 тысяч лет, а также сравнительно простые по форме украшения, оружие и предметы обихода. В Китае аналогичные находки датируются вторым тысячелетием до н. э. Традиции создания декоративных изделий литейным способом существовали в Древних Греции и Риме. В Западной Европе художественное литье вышло на пик популярности в XVII–XVIII вв., когда среди богатых семей начала распространяться мода на сохранение своего изображения в металле.
На землях, ставших впоследствии территориями Древней Руси, искусство создания бронзовых изделий и объектов из сплавов золота или серебра, возникло в первые столетия нашей эры. Металл заливался в формы, сделанные либо из мягких известковых пород, либо из высушенной глины, которыми предварительно покрывали восковую копию изделия. Затем воск выплавляли, а в полую форму заливали жидкий металл.
Особенно активно литейное мастерство стало развиваться на Руси в XV–XVI вв., что было обусловлено военными (изготовление пушек) и церковными (литье колоколов) нуждами. И сегодня широко известны работы мастеров того времени: Андрея Чохова, отлившего в 1586 году Царь-пушку, отца и сына Моториных, создавших в 1736 году Царь-колокол.
С XVIII в. массовое производство литых изделий переводится на универсальный материл – чугун, что во многом обусловило развитие машинной индустрии в начале XIX в. В Китае чугун был известен с V–VI вв. до н. э., но только в эпоху индустриализации произошел масштабный переход от художественного промысла к промышленному чугунному литью.
С того времени и вплоть до средины XX в. производство металлов заключалось в изготовлении фасонных отливок в так называемых земляных формах, выполненных из песка. Несмотря на то что всю первую половину прошлого века появлялись новые сплавы и революционные технологии, только в 40-х годах стал возможен переход к многоразовым кокилям (металлическим формам) и к литью под давлением. В эти же годы возрождается и переосмысливается древняя методика литья по воску.
Немного позднее советские литейщики первыми в мире разработали и внедрили технологию непрерывного литья в электромагнитный кристаллизатор слитков, созданных из алюминиевых сплавов. Это значительно повысило качество материла и снизило количество отходов, переработка которых и сегодня является актуальной задачей литейной промышленности.
Описание профессии
Литейщиками чаще всего называют работников металлургических производств, занимающихся отливкой из различных сплавов готовых изделий, габариты и конфигурация которых заданы литьевой формой (моделью). Но нередко термин распространяется и на специалистов, работающих с полимерами. В этом случае к названию профессии добавляется обобщенное наименование материала – литейщик пластмасс. Такой человек обслуживает полуавтоматические или полностью автоматические агрегаты (машины-термопластавтоматы), в которых полимерный материал закачивается под давлением в различные пресс-формы.
К литейщикам относят как рабочих, обеспечивающих своими действиями производственные мероприятия, так и инженеров-технологов, занятых контролем соблюдения методических требований и разработкой моделей фасонных отливок.
На производстве фасонной отливкой называется конечный результат литья по формам. Технологий создания продукции подобным способом существует множество. Среди наиболее распространенных – литье в кокиль, в песчано-глинистые и в оболочковые формы, по выплавляемым и по газифицируемым моделям (сокращенно ЛГМ) и другие.
На выходе можно получить и простую монолитную продукцию (плоскую плиту), и сложные изделия с полостями, каналами, отверстиями и т. п. Номенклатура продукции очень разнообразна: от декоративных деталей архитектурных сооружений и игрушек до автозапчастей и рельсов. Часть изделий сегодня массово отливается не из стали и цветных металлов, а из полиамидов (нейлон, капрон и модифицированные пластмассы), которые в ряде случаев более долговечны, просты и дешевы.
В зависимости от целей производства различают художественное и промышленное литье. Первое отличается от второго детализированной проработкой элементов и малым тиражом. Высокая точность достигается путем качественного изготовления форм или разрушаемых прототипов, для чего в последнее время мастера стали активно применять автоматизированное проектирование с подключением роботизированных систем обработки.
На каких специальностях лучше учиться
Выбор профиля зависит от предпочтений абитуриента в литейном деле. Художественное литье можно освоить, учась в ссузах и вузах на специальностях «декоративно-прикладное искусство и народные промыслы», «технология художественной обработки материалов».
Работа на производстве предполагает выбор из таких специальностей, как:
- литейное производство черных и цветных металлов;
- проектирование технологических машин и комплексов;
- металлургия;
- машиностроение;
- конструкторско-технологическое обеспечение машиностроительных производств.
Чтобы поступить в вузы на инженера-литейщика, на ЕГЭ надо сдавать математику, русский язык и физику. Если выбрана художественная обработка металлов, в большинстве университетов понадобится предоставить результаты экзамена по литературе. Также обязательно институтское испытание по композиции, изобразительному искусству, рисунку. Поступление в ссузы происходит на основании конкурса аттестатов.
Лучшие вузы для обучения
Среди вузов, готовящих специалистов литейного дела, наиболее известны следующие:
- МГТУ им. Н. Баумана (Москва). Проводится обучение специалистов, способных обеспечить функционирование литейных цехов и служб, а также разработать и внедрить в производство высокотехнологичные современные процессы литья.
- Московский политехнический университет. Ведет подготовку кадров, призванных проводить инновации в металлургии, создавая новые и модернизируя существующие технологии.
- МГТУ им. Г. Носова (Магнитогорск). Обеспечивает подготовку специалистов в ювелирном, художественном, прецезионном литье.
- СибГИУ (Новокузнецк). Единственный вуз за Уралом, осуществляющий подготовку кадров в сфере металлургии и ведущий научные исследования в этой области.
- БГТУ (Брянск). Предлагает программу обучения прогрессивным технологиям литья.
- КНИТУ-КАИ им. А. Туполева (Казань). Обучает студентов по программе «Конструкторско-технологическое обеспечение литейного производства».
Также широкой популярностью пользуются МАИ (Москва), СПбПУ Петра Великого и СЗТУ (Санкт-Петербург), ЮУрГУ (Челябинск), ВолгГТУ (Волгоград), СФУ (Красноярск), ТОГУ (Хабаровск), ВГТУ (Воронеж), Чебоксарский институт Московского Политеха и другие вузы с программами обучения технологиям литейных процессов.
Ссузы, расположенные в разных частях страны, представлены следующими учебными заведениями:
- Колледж дизайна и декоративного искусства МГХПА им. С. Г. Строганова (Москва) с программой «Художественный металл».
- Самарский металлургический колледж.
- Центр СПО ЛГТУ (Липецк).
- Южно-Уральский государственный технический колледж (Челябинск).
- Пермский авиационный техникум им. А. Швецова.
- Новосибирский технологический колледж.
- Станкостроительный колледж РГРТУ (Рязань) и др.
Специалисты среднего звена после завершения учебы получают квалификацию техника.
Обязанности на работе
Обязанности литейщика зависят от его должности, специализации и технологии, применяемой на производстве. В обобщенном виде при изготовлении фасонных отливок работник поэтапно решает следующие задачи:
- Готовит формовочные и стержневые смеси.
- Изготавливает литейные формы и стержни.
- Собирает элементы форм.
- Занимается плавлением металла.
- Подает жидкий материал в подготовленные формы и извлекает из них отливки.
- Проводит предварительную и завершающую термообработку изделия.
В некоторых случаях литейщик проводит заключительную металлообработку: сваривает, разрезает, сгибает, правит, устраняет окалины, сверлит, фрезерует и растачивает детали. При изготовлении художественных изделий возможны подготовка красителя и окраска.
Литейщик пластмасс выполняет схожие функции с поправкой на специфику работы с термопластавтоматами, а именно:
- Очищает и смазывает пресс-формы.
- Загружает бункер машины сырьевым материалом.
- Проверяет качество смыкания пресс-формы.
- Контролирует автоматический или полуавтоматический режим литья.
- Проводит первичную обработку готовой продукции: удаляет литники, зачищает заусенцы и др.
- Проверяет качество продукта с помощью шаблоном, калибров и других инструментов.
На некоторых производствах к обязанностям литейщика добавляется укладка изделий в тару, а также обслуживание литейных агрегатов.
Кому подходит
Профессия литейщик требует от кандидата аккуратности и умения четко следовать технологическому стандарту. Кроме того, понадобятся выносливость, физическая сила, координация. Важна готовность работать в условиях существенного колебания температур. Сколько получают Литейщик цветных металлов в России в среднем получает 30–35 тыс. рублей. При этом вакансий с предложениями в диапазоне 35–50 тысяч и больше примерно столько же, сколько в пределах 25–35 тыс. рублей. Средние заработки литейщика ювелирных изделий, согласно открытым вакансиям, чуть меньше – около 30 тыс. рублей.
Заметно большие оклады у специалистов, занимающих руководящую должность. Так, начальник литейного цеха в среднем по стране зарабатывает 55–60 тыс. рублей, а в Московской области, где сосредоточено более 2/3 предложений, эта планка находится на уровне 70 тысяч. Вакансии с зарплатами в 100 тыс. рублей в месяц и больше тоже регулярно открываются на биржах труда.
Как построить карьеру
Техник на производстве при повышении квалификации может рассчитывать на должность начальника литейного цеха, на место главного инженера, но для того чтобы занять руководящие должности, надо получить высшее образование. Сделать это можно заочно. Научно-исследовательский потенциал литейщика после соответствующего обучения реализуется в проектных организациях и НИИ металлургической, машиностроительной отраслей.
Перспективы профессии
На сегодняшний день не существует альтернативы литейному делу по распространенности технологий, возможностям тиражировать продукт, темпам производства и конечной стоимости готового изделия. Кроме того, научно-технический прогресс позволяет изобретать и внедрять инновационные методики литья, которое еще очень долго останется востребованным и конкурентным способом получения самой разнообразной продукции, что делает профессию литейщика и тактически, и стратегически перспективной.
Автор: Алексей Кузнецов
Если у вас остались хоть малейшие сомнения в том, что профессия литейщик подходит именно вам, то мы настоятельно рекомендуем пройти тест на профориентацию от Профгид . Он стоит сущие копейки, при этом позволяет избежать ошибок, которые могут пустить не в то русло и искалечить всю вашу жизнь. Узнать больше >>
Литейное производство черных и цветных металлов
150104 Литейное производство черных и цветных металлов
Квалификация – бакалавр, срок обучения - 4 лет.
Об одной из увлекательнейших профессий. 
О профессиях говорят по-разному. Одни профессии называют современными, другие устаревшими. Одни профессии называют передовыми, другие – исчезающими. Есть попытки делить профессии и на другие категории. Об одних говорят, что они лучшие, о других, что они худшие. Об одних толкуют – легкие, о других – трудные, называют еще профессии спокойные и беспокойные.
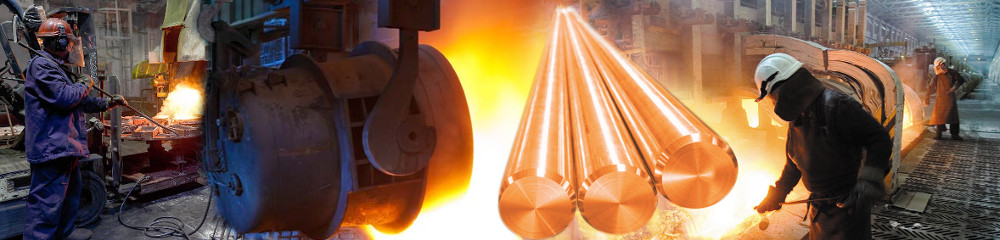
Среди многих трудных и увлекательных профессий, профессия литейщиков занимает особое место. Литье – один из древнейших видов обработки металлов. Более 5 тысяч лет люди используют его для изготовления металлических орудий, предметов быта, деталей машин и произведений искусства. Сгустки мастерства, отточенного почти пятитысячелетним опытом умельцев, вечное беспокойство непрерывного поиска, удивительная точность объемного представления чертежа или эскиза, искусства ваяния и тяжелый труд слиты воедино в этой специальности. 
Литейщики - это люди, от которых зависит в первую очередь все производство на любом машиностроительном заводе. О профессии литейщиков хорошо сказал в своей книге «Путь инженера» академик Бардин: «…у нас благородная профессия. Нам дано счастье видеть продукт своего труда, превращать бесформенные комья руды в огнедышащий металл, в чугун, в прокат, в литье – вещи нужные весомые, зримые».
Как и все металлурги, литейщики - это люди знающие «секреты» выплавки различных сплавов и умеющие из жидкого металла изготовить нужную отливку. Чего только не изготавливают литейщики: от крошечных деталей часов до огромных валов океанских судов, от мелких деталей приборов до гигантских колес гидротурбин и станин сверхмощных гидравлических прессов.
История развития литейного производства
История литейного производства – это, прежде всего история техники и искусства формообразования отливок. Рождение любой фасонной отливки и есть результат ее формообразования.
Как только человек получил первый металлический расплав (а это произошло более 5000 лет тому назад), он сотворил «таинство» рождения отливки, вылил его в земляную выемку, в каменную «посудину» и охладил его в плавильном тигле, где застывший металл принял конфигурацию этих полостей. Возможно, первые шаги формообразования отливок мастер совершил случайно, не готовя для этого специальной формы. Но единожды обратив внимание на то, что застывший металл повторяет контуры сосуда или выемки в песке, куда он был залит, человек стал их делать нарочно, нужного ему вида. Так начиналось разумное формообразование отливок.
Вершина древнего русского литейного мастерства, несомненно, была достигнута «литцами» колоколов и пушек. Во многих странах литые колокола и пушки появились раньше чем в России, но, ни в одной стране искусство их формообразования не было столь высоким и необыкновенным, как в России.
Сегодня в России работают литейные заводы, оснащенные современным оборудованием с прогрессивными и эффективными процессами формообразования отливок.
Литьё художественное
Если процесс изготовления сложной отливки промышленного назначения требует большого искусства формообразования, то при художественном литье и сама отливка представляет собой произведение искусства. Возможности у художественного литья очень велики, его продукцией могут быть огромные сооружения (павильоны, архитектурные ансамбли, крупные скульптуры и монументы), различного вида литые рельефы, бюсты, кабинетные скульптуры, художественные произведения прикладного назначения (подставки, подсвечники, вазы), детали архитектурных сооружений (ограды, фонарные столбы), детские игрушки и многое другое. Ни один из способов изготовления металлических изделий не может конкурировать с литьём. 
С древних времён и до наших дней художественные отливки украшают города, парки, архитектурные ансамбли, жилища. Взгляните на эти фотографии с прекрасными художественными отливками. А сколько их по свету – таких литых художественных произведений, помогающих человеку чувствовать красоту и преклоняться перед искусством формообразования, которым владеют литейщики! 
Кафедра «Литейное производство» института цветных металлов и материаловедения Сибирского федерального университета ведет свою родословную от Московского института цветных металлов и золота им. М.И. Калинина с 1935 года. В 1959 году кафедра переведена в г. Красноярск. Сегодня кафедра выпускает инженеров – литейщиков по специальности «Литейное производство черных и цветных металлов и сплавов» Наших выпускников можно встретить на многих предприятиях России. Это - ведущие специалисты, управляющие крупными литейными заводами, технологи и мастера металлургических производств. Сегодня нет таких литейных заводов, где бы не трудились выпускники кафедры.

Литейщик — это профессия, имеющая давнюю историю. Металлы начали плавить примерно в V тысячелетии до нашей эры.
Современные методы литья стали разнообразнее, а литейщики научились совмещать разные металлы для получения изделий с определенными свойствами.
Литейщик — кто это?

Литейщик — это рабочий, который с помощью специальных форм создает предметы из металлов и сплавов. В профессии принято выделять следующие направления деятельности:
- вагранщик;
- шихтовщик;
- плавильщик;
- ковшевой;
- заливщик;
- модельщик;
- формовщик.
Литье бывает разных типов:
- вакуумное;
- центробежное;
- литье в кокиль;
- литье по газифицируемым моделям;
- под давлением;
- в оболочковые формы.
Специалист должен знать правила эксплуатации оборудования, разбираться в работе печи, форсунок и других приспособлений.
Литейщик стали, железа и других сплавов должен разбираться в особенностях их плавления и знать правила заливки форм.
Среди обязанностей литейщика можно выделить следующее:
- создание простых или сложных деталей;
- контроль процесса плавки металла и сплавов;
- проверка оборудования;
- обнаружение дефектов.
Безопасность профессии литейщик
Работа литейщика — сложный процесс, который может нанести вред здоровью. В литейных цехах рассеянного типа все этапы производства выполняются по всей площади, поэтому в воздухе может быть вредная пыль и газы.
Также в таком цехе высокий уровень шума (примерно 90 дБ) и высокая температура. В некоторых случаях на работников может воздействовать инфракрасное излучение. Вредность производства литейщикам компенсируется дополнительными выплатами и льготами.
При приеме на работу обязательно проводится инструктаж по технике безопасности и нормам труда. С установленной периодичностью эта процедура повторяется.
Так как работа литейщика связана с риском для жизни, то ему выдается спецодежда, которая должна уберечь от вредного воздействия. Перед началом работы и по ее завершении проверяется все оборудование.
Обучение литейщика

Чтобы работать литейщиком, необходимо получить профильное образование. Сделать это возможно как в высших учебных заведениях, так и в средних специальных. Необходимое направление подготовки — металлургия. В зависимости от учебной программы можно выбрать углубленный или базовый уровень подготовки, что определит степень квалификации специалиста и место его работы.
5 учебных заведений, где можно выучиться на литейщика:
Разряды профессии литейщик
В профессии есть три квалификационных разряда.
- Литейщик 3 разряда. Работает с простыми и средней сложности деталями. Его задача состоит в том, чтобы контролировать процесс плавки, следить за оборудованием и сохранять его в рабочем состоянии. Он проводит визуальный осмотр продукции на предмет выявления дефектов.
- Литейщик 4 разряда. Работает со сложными изделиями. Он должен уметь ремонтировать оборудование. Знает больше о качестве металлов, их соединениях.
- Литейщик 5 разряда. Владеет разными методиками литья, знает необходимые составы, температурные режимы. Измеряет температуру металлов при помощи специального прибора.
Личностные качества литейщика
Литье — сложное ремесло, поэтому работник должен быть физически крепким, выносливым и не иметь медицинских противопоказаний к такой работе. Для работы совершенно не подходят люди с проблемами органов дыхания и сердечно-сосудистой системы.
Также для работы важно хорошее зрение и точность движений.
Зарплата литейщика

На уровень зарплаты влияет множество факторов, это может быть:
- расположение цеха;
- тип металла для работы;
- объем производства и т. д.
По информации сервисов по поиску сотрудников, литейщик может рассчитывать на следующую зарплату:

Являясь одной из наиболее древних технологий переработки материалов, литьё и ныне не теряет своей актуальности. Проектируются новые процессы и оборудование, совершенствуются приёмы повышения их экологической чистоты и точности.
Сущность и основы
На литейных предприятиях продукция получается в результате плавления исходного материала, последующей его заливки в форму, а затем затвердевания. Литейные цеха производят изделия широкого ассортимента: от компонентов двигателей до разнообразной тары пищевой промышленности. Литьём получают всю продукцию из чугуна, до половины алюминиевых деталей, до 20 % стальных изделий и т.д.
В основе всех литейных технологий лежит понятие жидкотекучести, когда материал, нагретый до температуры, превышающей температуру его плавления, превращается в высоковязкую жидкость. При этом должен соблюдаться эффект неразрывности её течения в необходимом направлении. Это даёт возможность формовать, в процессе затвердевания расплава, нужные заготовки.
Все литейные металлы обладают сложной структурой, поэтому на жидкотекучесть, оказывают влияние:
- Вязкость.
- Поверхностное натяжение.
- Характер поверхностной оксидной пленки.
- Наличие, содержание и состав включений.
- Способ затвердевания.
- Химический состав основного материала.
- Физико-механические характеристики, прежде всего, удельный вес и температура плавления.
Жидкотекучесть устанавливается по результатам химических анализов и технологических проб применительно к конкретному материалу отливки.
Если ранее процесс течения жидкого металла был плохо управляемым, что приводило к различным дефектам литья – неравномерности структуры конечной продукции и пористости, то теперь ситуация изменилась. Чтобы производить отливки с оптимальным качеством и минимизировать издержки производства, освоены процессы компьютерного моделирования, в результате которых можно прогнозировать скорость потока и наличие различных охлаждающих эффектов. Именно они становятся причиной пористости литого продукта.
3-D моделирование позволяет регулировать:
- Вязкость расплава;
- Интенсивность охлаждения;
- Степень пористости.
Разрабатываемая технологом с учётом перечисленных факторов пространственная модель отливки позволяет ещё на стадии проектирования технологии оптимизировать дизайн детали (обеспечивая её оптимальную конфигурацию), конструировать литейную оснастку, а также создавать наилучшую последовательность выполняемых операций.
Технология литейного производства чёрных и цветных металлов
Литейные свойства материалов учитывают не только жидкотекучесть, но и уменьшение объёма, которое происходит в процессе охлаждения отливки. Такое явление называют усадкой; она составляет 1…3 % от первоначальных размеров. Поскольку все металлы анизотропны*, то различают линейную и объёмную усадку, которые определяют итоговый баланс металла. Первый параметр важен для отливок с увеличенным соотношением длины к ширине, а второй – для отливок сложной формы.
В процессе охлаждения металла в его структуре наблюдается ликвация – неоднородность зёрен, что обуславливается различными свойствами составляющих. Формируются также примеси и неметаллические включения. Ликвация негативно влияет на свойства конечной продукции, поэтому неоднородность структуры стараются уменьшать всеми приемлемыми способами. В частности, действующий ГОСТ 26645-85 «Отливки из металлов и сплавов» ограничивает содержание фосфора, серы (а также их соединений – сульфидов и фосфидов), ряд газов – водород, кислород, а также количество шлаков, не выведенных из металла.
В зависимости от литейных свойств металлов принимается решение о выборе целесообразной технологии получения отливок. Различают свободное литьё в формы (песчаные или металлические), литьё под давлением, литьё выжиманием, центробежное литьё, а также комбинированные способы, например, жидкую штамповку.
Литьё под давлением
Литье под давлением используется для производства отливок ответственного назначения. Процесс требует использования специального оборудования, где металл плавится, а затем поступает в форму, где охлаждается и затвердевает.
Литье под давлением используется для изготовления тонкостенных деталей с большим количеством рёбер и поднутрений. Такие отливки применяют в бытовой технике, электроинструментах, деталях автомобилей и пр. Формы для литья под давлением не ограничиваются по сечению.
- Возможность получения деталей со сложными формами и небольших размеров.
- Высокое качество поверхности.
- Повышенная (в сравнении с обычными литейными технологиями) точность.
- Стабильность характеристик металла отливки.
- Высокая производительность.
- Высокая стоимость оборудования и оснастки.
- Сравнительно небольшая стойкость инструмента.
- Повышенный уровень первоначальных финансовых затрат.
Литьё под давлением оправдывает себя при значительных программах выпуска продукции, либо при повышенных требованиях к качеству готовых отливок (в частности, для исключения последующей механической доработки).
Технологический цикл для литья под давлением очень короткий, обычно от 2 секунд до 2 минут, он состоит из следующих четырех этапов:
- Зажима частей пресс-формы, при этом одна половина закрепляется на оборудовании, а вторая получает возможность скольжения по направляющим;
- Подачи расплава в закрытый объём пресс-формы. Объём впрыска определяется объёмом металла (с учётом его усадки), давлением и мощностью подачи;
- Охлаждения расплава в процессе контакта металла со стенками пресс-формы. В некоторых случаях усадку учитывают поджатием подвижной половины пресс-формы к поверхности затвердевающей детали;
- Удаление сформированной отливки из оснастки, время которого рассчитывается, исходя из термодинамических свойств материала и максимальной толщины стенки детали.
После цикла литья под давлением обычно требуется некоторая пост-обработка. Так, при охлаждении часть материала, находящегося в каналах формы, затвердевает. Этот избыточный металл должен быть обрезан с помощью резаков. При необходимости его можно добавлять в расплав, используя для литья следующей партии продукции.
Литьё выжиманием
Технология используется в случае, когда требуется постоянная компенсация усадки материала, и применяется для литья крупных отливок с тонкими стенками. Для этого подвижная полуформа получает принудительное перемещение по направлению к поверхности расплава – вращением, винтовым или плоско-параллельным движением. Последовательность переходов такова. Металл заливают в нижнюю часть формы, далее перемещают подвижную её часть до контакта с расплавом, при этом излишек сливается в приёмный ковш установки. Поскольку между ним и основным металлом поддерживается постоянный тепловой контакт, то потери тепла минимальны, и физико-механические параметры материала равномерны во всех сечениях. Возрастает и коэффициент заполнения формы. После затвердевания подвижная полуформа перемещается в исходное положение, а готовая отливка выталкивается из полости.
- Повышенная структурная однородность отливки.
- Высокая равномерность физико-механических характеристик материала.
- Высокая производительность процесса.
В основном литьё выжиманием используется для получения продукции из алюминиевых литейных сплавов.
Оборудование и формы
В качестве плавильного оборудования в литейных производствах предусматриваются дуговые или индукционные электропечи. Вид оборудования определяется металлами, с которыми работает литейный цех/участок: электродуговые печи идеально подходят для работы со сталью или чугуном, в то время как литейный цех, специализирующийся на меди, с большей вероятностью использует индукционную печь. Печи могут варьироваться в размерах: от небольшого настольного оборудования до тех, что весят несколько тонн.
Современные литейные производства механизированы. Механизации подвергаются практически все операции цикла: от производства стержней до собственно литья. Формовочные машины применяют при серийном производстве отливок. Ручная формовка распространена лишь в малых ремонтных производствах.
В состав основного оборудования включают:
- Плавильные печи;
- Заливочные ковши;
- Загрузочно-транспортное оборудование - погрузчики, краны, конвейеры и пр.
- Средства управления и автоматики.
Электродуговая печь работает по принципу периодического плавления. Металл расплавляется путем подачи электрической энергии внутрь печи через графитовые электроды. Дополнительная химическая энергия подается кислородно-топливными горелками. Кислород вводят для удаления примесей и другого растворённого газа. Когда металл расплавляется, шлак образуется и плавает к верхней части расплава; шлак, который часто содержит нежелательные примеси, удаляется перед выводом.
Индукционная печь передает электрическую энергию методом индукции, когда высоковольтный электрический источник индуцирует низкое напряжение при большом токе во вторичной катушке. Индукционные печи способны работать при минимальной потере сырья, однако больше используются при производстве отливок из цветных металлов и сплавов.
Все литейное оборудование специально разрабатывается для надежной работы при повышенных температурах. Доминирующими тенденциями при производстве данной техники являются масштабность, автоматизация, оперативная отделка отливок, повышенные безопасность и эффективность.
Какие смазочные материалы применяются? Выбор зависит от марки материала и метода литья. Исходный концентрат в жидком виде должен быть водорастворимым, а в твёрдом виде используются термостойкие пасты.
Основной инструмент в литейном производстве
Литейная оснастка – это модели (шаблоны), опоки и формы. Что такое опока? Это полость, куда заливается расплавленный металл. Шаблон представляет собой реплику объекта, подлежащего литью, и используется для формирования отливки. Модели могут быть изготовлены из древесины, металла или пластмассы. Основными этапами получения оснастки являются:
- Получение полости;
- Размерная обработка элементов;
- Разработка и установка механизмов зажима.
Формы разрабатывают с учётом усадки металла, для чего предусматривают компенсаторы. Стенки форм имеют конические участки для облегчения выталкивания из них готового изделия. Полые отливки создаются с использованием стержня - дополнительного объёма песка или металла, который образует внутренние отверстия и проходы в отливке. Каждый стержень помещают в форму до заливки. Для облегчения выемки застывшей отливки из формы используют противопригарные покрытия.
Существует два различных типа литейных форм: одно- и многоразовые.
Изготовление модельной оснастки многоразового применения обычно производится из металла, одноразового – из песка. Для облегчения складирования и применения всегда выполняется маркировка кокилей.
После того, как подготовка формовочных песков завершена, песок размещается вокруг модели. Затем образец удаляют, стержни устанавливают на место, после чего производят заливку расплава. Конструктивные особенности инструментов для литья оптимизируются для различных металлов и уровней сложности полости.
Стоимость некоторых видов литейного оборудования и оснастки представлена в таблице:
Литейщики металлургических производств занимаются работой с литьевыми формами. После заливки в них расплавленного материала и последующего его охлаждения получаются детали разной конфигурации. В качестве исходного сырья могут использоваться металлы или пластмассы. Часто работа ведется на автоматических агрегатах, которые носят название термопластавтоматы. Закачиваемый в них полимерный материал подается под большим давлением.
Полученные на выходе готовые изделия отличаются сложностью конфигурации. Часто в них присутствуют внутренние полости. Благодаря разработанным технологиям есть возможность изготавливать изделия для промышленности и детские игрушки. В зависимости от целей, литье бывает промышленным и декоративным. Во втором случае изготавливаемые пресс-формы отличаются особой сложностью. Их проектированием занимаются инженеры-конструкторы, имеющие высокую квалификацию.
Возможные специальности
Развитие современного производства привело к созданию ряда литейных профессий. Каждая из них имеет свою специфику:
- Смесеприготовители. Такие рабочие занимаются созданием смесей для формовки, которые готовятся в специальных цехах, а потом при помощи транспортеров или на повозках доставляются к месту работы.
- Шихтовщики. Они загружают шихту в печь. Приготавливается она тоже в отдельных цехах, а потом ведется ее доставка к месту загрузки. Часто для этого используются мостовые краны или железнодорожные пути.
- Вагранщики, плавильщики и сталевары. Сложность профессии связана с высокой температурой в цехе. Обстановку, в которой работают эти люди, можно сравнить с условиями жизни персонажа сьоннир из компьютерной игры. Здесь происходит плавка чугуна, стали и цветных металлов.
- Заливщики. В их ведении находятся ковши с жидким металлом, который они доставляют к литейным формам.
- Формовщики. Это высококлассные специалисты, занимающиеся приготовлением литейной формы.
- Модельщики. Занимаются изготовлением моделей из дерева, поэтому специалисты должны обладать столярным искусством.
Специфика литейного производства требует хорошей подготовки кадров. Эта профессия доступна и литейщицам. Они могут выполнять работу технолога или конструктора. Исполнение этих обязанностей возможно только при наличии высокой квалификации.
Вузы и колледжи для обучения
Чтобы стать инженером литейного производства, в программу сдачи ЕГЭ включается математика, русский язык и физика. В некоторых случаях добавляется литература. Наиболее популярны следующие вузы:
- МГТУ им. Баумана в Москве.
- Политехнический университет в Москве.
- МГТУ им. Носова в Магнитогорске.
- СибГИУ в Новокузнецке.
- Брянский БГТУ.
Также специальность можно приобрести и в колледжах. Среди них отмечаются:
- МГХПА в Москве. Здесь преподается программа «Художественный металл».
- Металлургический колледж в Самаре.
- СПО ЛГТУ в Липецке.
- Технологический колледж в Новосибирске.
В этих заведениях готовят специалистов среднего звена. По окончании учебы им присваивается квалификация техника.
Обязанности работников
В зависимости от профиля литейщика, исполняемые им обязанности могут быть различными. При изготовлении фасонных отливок они состоят в следующем:
- Подготовка формовочных смесей.
- Изготовление и сборка элементов форм.
- Плавка и заливка металла с последующим изъятием отливки.
- Термическая обработка изделий.
При изготовлении пластмассовых изделий обязанности литейщика иные. Состоят они в следующем:
- Смазка и очистка пресс-формы.
- Загрузка машины сырьем.
- Проверка пресс-формы на наличие смыкания.
- Контроль режима литья.
- Изъятие готовой продукции и удаление отходов в виде заусенцев.
- Контроль качества готовых изделий.
К числу дополнительных обязанностей относятся укладка готовых деталей в тару. Если квалификация позволяет, то специалистом ведется обслуживание литейных агрегатов.
Плюсы и минусы
Как и всякая профессия, работа литейщика имеет положительные и отрицательные стороны. К плюсам относятся:
- Возможность без особых трудностей получить образование.
- Востребованность специальности.
- Достаточно высокая заработная плата.
Однако и присутствующие недостатки существенные. Среди них отмечаются:
- Вредные условия труда.
- Опасность при выполнении некоторых операций.
- Физически тяжелый труд.
В первую очередь это относится к производственным работникам. Инженеры сидят в отделах и не испытывают таких трудностей.
Зарплата и перспективы
Если человек готов к выполнению сложных операций, то средняя зарплата его может составлять 30−35 тыс. рублей. При этом высококвалифицированные специалисты получают до 50 тысяч. У руководящих работников эта сумма значительно выше. Обычно она находится в пределах 55−60 тысяч рублей. Однако у особо высокооплачиваемых начальников достигает 70 тысяч.
Перспективы профессии заключается в том, что ее технологиям нет альтернативы. Наука еще не изобрела другие способы получения сложных изделий, поэтому удачные инновационные процессы остаются востребованными длительное время.
Лучшие литейщики стараются объединяться и формировать компании. Примером может служить «Литейка». Коллектив, среди которого выделяются 4 доктора и 7 кандидатов, уже на протяжении 30 лет ведет работу по исследованию литейного производства. При этом свои труды компания публикует не только в российских, но и зарубежных изданиях.
Читайте также: