
Как заполнять сведения о работе сварщика
Опубликовано: 17.09.2024
Журнал сварочных работ – важный документ в работе профессиональных строителей. В этом реестре сотрудником ведется учет всех проводимых сварочных работ на объекте. Вести его имеет право только сварщик третьего разряда и выше. Приказ о его ведении издается руководителем и подписывается сотрудником, который назначен для его ведения.
- Бланк и образец
- Бесплатная загрузка
- Онлайн просмотр
- Проверено экспертом
Обязанность вести журнал сварочных работ должна быть прописана в трудовом договоре или должностной инструкции работника. Трудовое законодательство в этом случае ясно дает понять, что невнимательность здесь недопустима. Ведь уровень ответственности при проведении всех строительных, в частности, сварочных, работ колоссальный.
Как заполняются графы
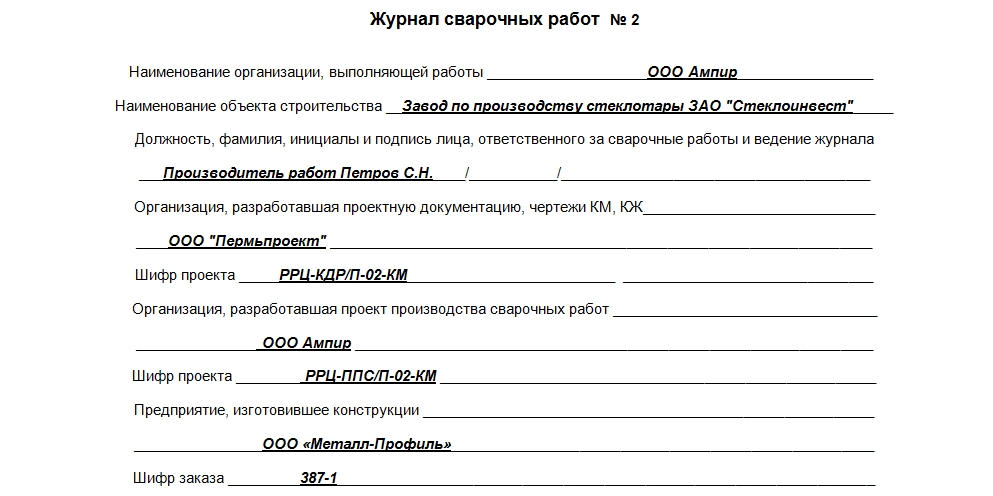
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.
Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
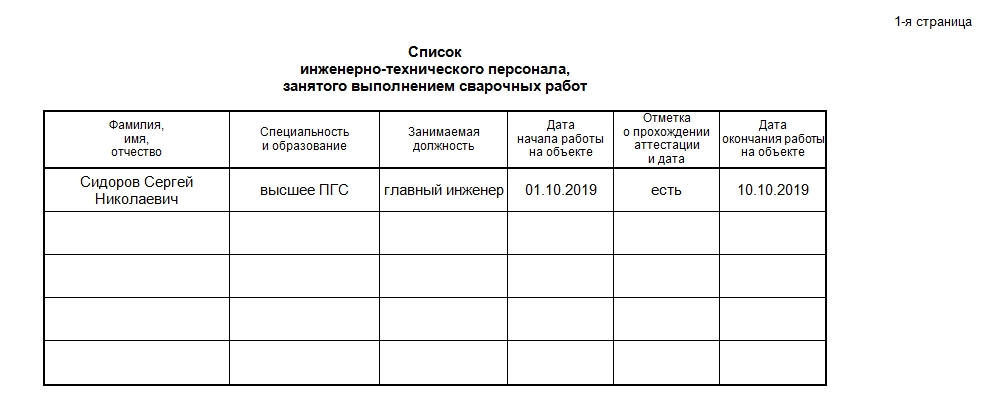
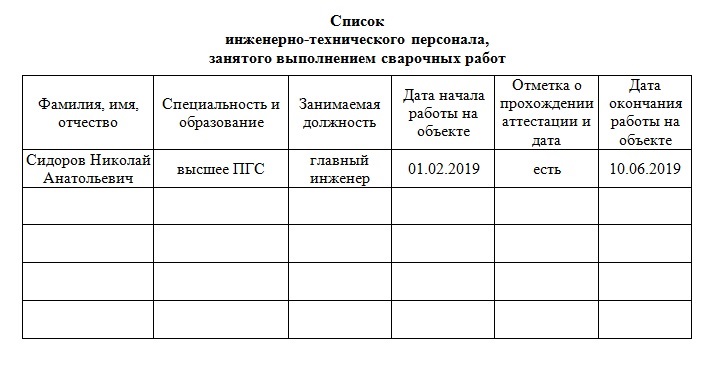
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ. В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц. Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.
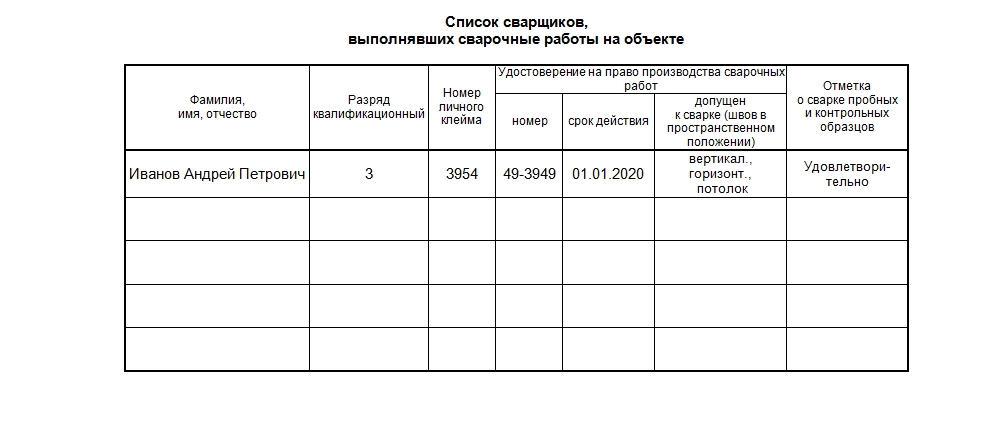
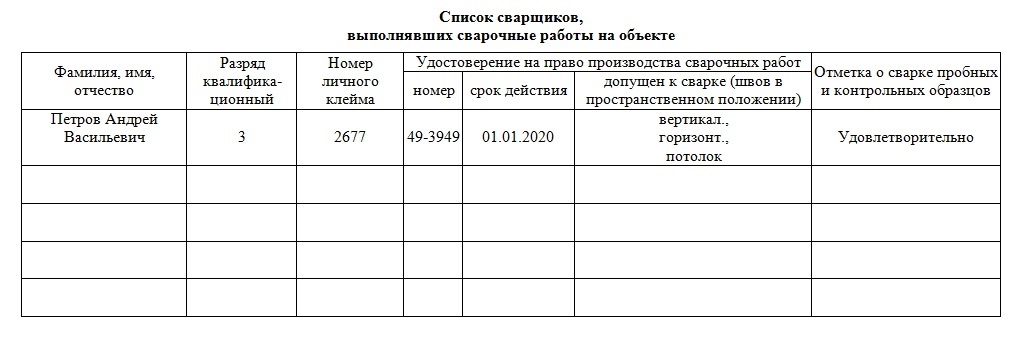
После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).
Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Выполнение работы
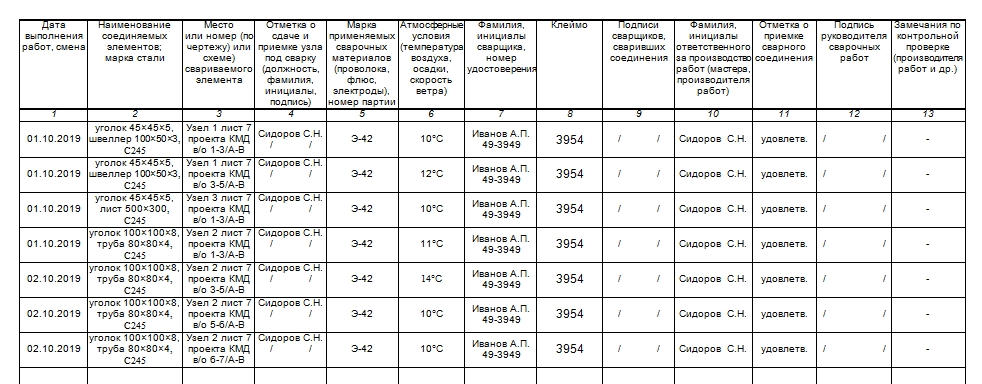
О том, какие и в каком объеме проводились работы, рассказывает основная таблица журнала, чьи графы содержат:
- Дату выполнения работ, смену.
- Название соединяемых элементов, их марку стали.
- Место и номер сварочного соединения – определяется по чертежу либо схеме.
- Отметку о сдаче и приемке сваренного узла.
- Какие применялись сварочные материалы, номер партии их поставки.
- Климатические условия (обычно указывается только температура, но скорость ветра, наличие осадков тоже желательно прописывать).
- Данные сварщика, номер его удостоверения.
- Номер клейма и личную подпись сотрудника.
- Подпись ответственного за производство работ (мастер участка, главный инженер и пр., это обязательный пункт в каждой графе.).
- Состоялся ли прием сварного соединения. Если да, то ставится «удовлетворительно».
- Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито. Прошивка журнала предполагает соединение его отдельных страниц нитями, нумерацию каждой и заклеивание этой конструкции бумажной полоской. Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. При желании документацию такого рода передают в архив.
Где еще описаны рекомендации по заполнению
Документ подробно описывается и приводится в СНиП 3.03.01-87. Именно в этом акте прописана документация, которая заполняется для контроля строительных работ. Иногда журнал антикоррозийной защиты совмещают с журналом сварочных работ, так как антикоррозийная защита может производиться теми же лицами сразу же после сварки.
Нередко так бывает, что для выполнения работ по монтажу, ремонту, изготовлению и реконструкции технических устройств на опасных промышленных объектах Заказчик нанимает специализированную монтажную организацию, в спектр услуг которой входят и сварочные работы.
До начала производства сварочных работ необходимо проверить разрешительную документацию монтажной организации. Только после проверки разрешительной документации монтажная организация может получить допуск к началу работ. Как правило, решение о допуске к работам принимает технический надзор (строительный контроль) Заказчика. Такой специалист должен обладать необходимыми знаниями в области сварочного производства, а также обязан проконтролировать и обратить внимание на наличие следующих документов в процессе проверки разрешительной документации монтажной организации:
Свидетельство НАКС о готовности организации-заявителя к использованию аттестованной технологии сварки в соответствии с требованиями РД 03-615-03

Аттестация технологии НАКС подтверждает факт того, что монтажная организация располагает техническими и организационными возможностями, квалифицированными кадрами для ведения сварочных работ в соответствии с аттестованной технологией, а также контроля того, что сварные соединения, реализованные в условиях конкретного производства по аттестуемой технологии, соответствует требованиям нормативной документации к опасным производственным объектам.
Одного лишь наличия свидетельства об аттестации сварки не достаточно. Важно обратить внимание на какой способ сварки, и какую группу технических устройств оно выдано. Также необходимо проверить срок действия свидетельства.
В случае необходимости подлинность свидетельства можно проверить на сайте НАКС, где по номеру свидетельства или названию организации можно узнать внесено свидетельство в реестр НАКС или нет.
Важно помнить, что к свидетельству в обязательном порядке оформляется приложение, в которое заносятся следующие данные об установленной области распространения производственной аттестации технологии:

- способ сварки
- характер выполняемых работ (изготовление, монтаж, ремонт и реконструкция)
- группы и марки основных материалов
- сварочные материалы
- диапазон диаметров
- диапазон толщин
- тип шва
- тип соединения
- вид соединения
- угол разделки кромок
- положение при сварке
- наличие подогрева
- наличие термообработки
- вид покрытия электродов
На основании данного приложения к свидетельству необходимо дать оценку о возможности монтажной организации выполнить комплекс сварочных работ, предусмотренный рабочей документацией или проектом производства сварочных работ (ППСР).
Свидетельство об аттестации сварочного оборудования в соответствии с требованиями РД 03-615-03

Аттестацию сварочного оборудования НАКС осуществляется для проверки возможности оборудования обеспечивать заданные технологические характеристики для различных способов сварки, определяющие требуемое качество сварных соединений при изготовлении, монтаже, ремонте и реконструкции технических устройств, применяемых на опасных производственных объектах.
В ходе проверки данного свидетельства, в первую очередь, должен быть выявлен факт соответствия заводского номера на сварочном оборудовании номеру, указанному в свидетельстве об аттестации оборудования. Наименование и марка оборудования также должны совпадать.
Также в свидетельстве об аттестации сварочного оборудования необходимо проверить соответствие групп технических устройств на соответствие объекту, на котором ведутся сварочные работы (ГО, ГДО, КО, КСМ, МО, НГДО, ОТОГ, ОХНВП, ПТО, СК). Проще говоря, подходит ли предъявленный сварочный аппарат для ведения работ, к примеру, по монтажу котельного оборудования.
Предполагаемый и указанный в рабочей документации или проекте производства сварочных работ вид сварки (РД, РАД, МП и т.д.) должен соответствовать тому, который указан в свидетельстве об аттестации.
Срок действия свидетельства также подлежит обязательному контролю. Оборудование с просроченными аттестационными свидетельствами к производству работ не допускаются.
Подлинность аттестации сварочного оборудования можно проверить на сайте НАКС.
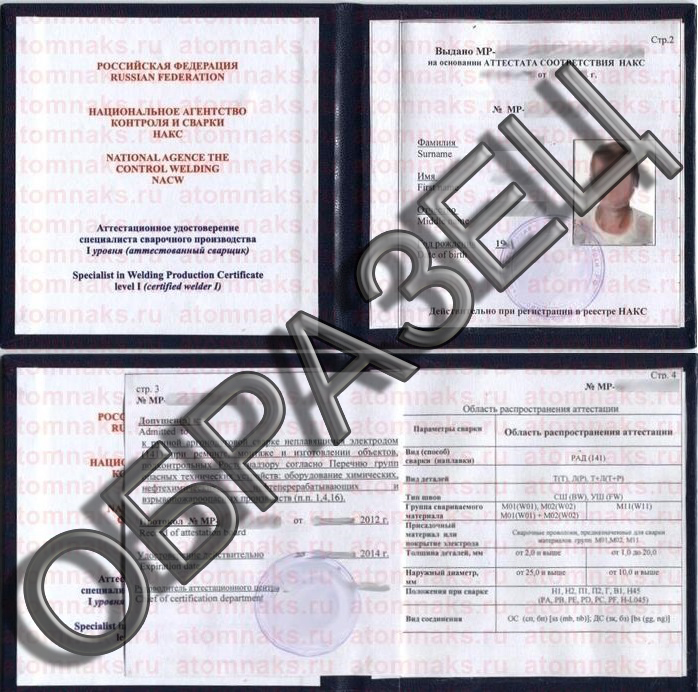
Аттестационное удостоверение специалиста сварочного производства
Аттестация сварщиков НАКС – комплект документов, в соответствии с которыми сварщику разрешается работать на опасных производственных объектах. Стоить отметить, что работы, проводимые на опасных производственных объектах, должны выполняться не только аттестованными сварщиками, но и под контролем специалиста сварочного производства II или III уровня. Неаттестованный персонал не может быть допущен к производству работ.
Специалисты сварочного производства имеют следующие уровни аттестации:
I уровень – сварщики, которые имеют право выполнять сварочные работы конкретными способами сварки, как вручную, так и механизированными или автоматизированными методами.
II уровень – специалисты (мастера, производители работ), которые имеют право в письменной или устной форме давать указания сварщикам, а также осуществлять руководство и технический контроль в процессе проведения сварочных работ.
III уровень – специалисты (инженеры-технологи, сотрудники лабораторий), которые обеспечивают, а также осуществляют руководство и технический контроль производства сварочных работ. Специалисты сварочного производства III уровня имеют право разрабатывать и подписывать производственно-технологическую документацию для проведения сварочных работ (проекты производства сварочных работ и технологические карты).
IV уровень – специалисты, являющиеся руководителями службы сварки предприятия (главный сварщик), которые осуществляют руководство и технический контроль производства сварочных работ, а также имеют право разрабатывать и утверждать руководящие и нормативные документы по выполнению всех видов сварочных работ.
Часто так бывает, что проверка документов специалистов сварочного производства ограничивается лишь их наличием. А вот на какой опасный производственный объект оформлена аттестация НАКС уже никто не обращает внимание. Важно помнить, что специалист, аттестованный по газовому оборудованию (ГО) не имеет право производить работы по монтажу нефтегазодобывающего оборудования (НГДО).
К удостоверению специалиста сварочного производства в обязательном порядке прилагается протокол аттестации. В протокол занесена информация о группах опасных технических устройств, на которые аттестован специалист, а также наименование организации, в которой, на момент аттестации, работал специалист. Удостоверение будет являться действительным даже в случае неоднократной смены места работы специалистом.
Кроме удостоверения НАКС специалист сварочного производства должен быть аттестован по правилам безопасности в Ростехнадзоре на опасные производственные объекты, указанные в удостоверении.
Аттестованные сварщики должны иметь удостоверение установленного образца, в котором отражены и которые необходимо проконтролировать следующие данные:
- вид сварки (РД, РАД, МП и т.д.)
- вид деталей (Т — труба, Л — лист, Т+Л — труба+лист)
- типы швов (СШ — стыковой шов, УШ — угловой шов)
- группа свариваемого материала (М01, М02 и т.д.)
- сварочные материалы
- толщина деталей
- наружный диаметр
- положение при сварке
- вид соединения
К сварочным работам на опасных производственных объектах допускаются аттестованные сварщики в соответствии с РД 03-495-02 и ПБ-03-273-99.
Не редко, монтажные организации, в целях экономии имеют лишь одного аттестованного специалиста или вовсе не имеют. Тем самым они вынуждены незаконно прикладывать чужие копии удостоверений специалистов, зачастую не работающих в этой организации, а порой даже подделанные удостоверения. Поэтому подлинность удостоверения должна быть обязательно проверена на сайте НАКС.
Свидетельство об аттестации сварочных материалов в соответствии с требованиями РД 03-615-03

В ходе проверки качества сварочных материалов необходимо обращать внимание не только на наличие сертификатов, но и на наличие свидетельства НАКС об аттестации сварочных материалов.
Такая аттестация необходима для проверки соответствия фактических технологических свойств и характеристик сварочных материалов свойствам и характеристикам, указанным в сопроводительной документации, и требованиям действующих стандартов, технических условий и других нормативных документов для сварочных материалов. По результатам аттестации определяется возможность применения сварочных материалов при производстве монтажных работ согласно заявленной технологии сварки.
В свидетельстве об аттестации на сварочные материалы указаны следующие данные:
- марка сварочных материалов
- типоразмер (диаметр)
- способ сварки (РД, РАД, МП и др.)
- группы основных материалов (М01, М02 и т.д.)
- группы технических устройств (КО, ГО, СК, ОХНВП и т.д.)
Тип или марка сварочных материалов должна соответствовать указанным в рабочей (проектной) документации или проекте производства сварочных работ. Также необходимо проверить срок действия аттестации НАКС. Как правило, срок действия составляет 3 года.
Подлинность свидетельства об аттестации сварочных материалов можно проверить на соответствующей страницы сайта НАКС Свидетельство должно быть занесено в реестр НАКС.
Ведение журнала сварочных работ обязательно для всех объектов, где осуществляется Государственный строительный надзор. Документ регламентирован в строительстве СП 70.13330.2012. Он нужен для учета исполнителей ответственных за качество сварных работ.
В журнале указываются все участники процесса от проектировщиков до сварщиков. Это делается для осуществления контроля за соблюдением технологии. Каждый несет персональную ответственность за свой объем операций:
- проектировщики – за выбор марки металла, расчет допустимых нагрузок на элементы;
- представители подрядчика (руководители среднего звена) – за подбор персонала, допущенного к выполнению обязанностей, они контролируют все виды допусков;
- сварщики – каждый отвечает за сделанный им сварочный шов, его качество.
Отвечает за ведение журнала только тот сотрудник, кому эти обязанности официально вменены приказом по предприятию или должностной инструкцией. Форма журнала сварочных работ с примерами заполнения есть в открытом доступе. Заполнение документа не сложное, требуется лишь знание процесса сварки, внимательность и аккуратность, журнал заполняется от руки. Вносить в журнал записи о сварочных работах обычно поручают сварщику с приличным почерком.
Форма журнала сварочных работ
Документ ведется на всех объектах, где проводятся сварочные работы любой сложности. Он заверяется подписью руководителя, гербовой печатью строительной организации, ведущей деятельность на объекте. По сути, сварочный журнал представляет собой небольшую пачку пронумерованных, сшитых бланков. Каждая строительная организация заказывает в типографии журналы по индивидуальному формату, в них содержится:
- титульная страница;
- бланк для списка инженерно-технических работников;
- бланк технического персонала, осуществляющего сварочные операции;
- таблица проведения сварочных работ с 13 графами.
Помимо списков ответственных в журнал заносится большой объем информации. Это:
- наименование проектной документации с указанием организации-исполнителя;
- перечень свариваемых элементов;
- описание и маркировка швов;
- показатели используемого электрического или газового сварочного оборудования (указывается даже марка проводов, рукавов и прочие детали);
- фиксируются все выявляемые дефекты, описываются способы их устранения;
- заносятся отметки о нарушении технологии сварочного производства.
Заполнение титульной страницы
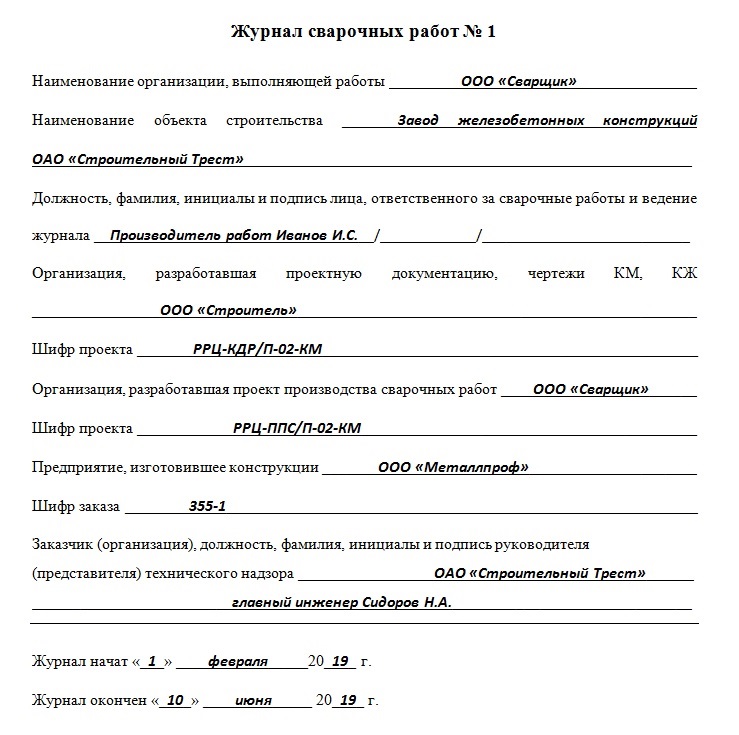
В титуле указывается исчерпывающая информация об объекте и работающих на нем организациях. Пример заполнения формы:
- в наименовании организации указывается форма собственности и название субподрядчика;
- дальше идет указание объекта и ответственного за ведение журнала;
- ниже вписываются проектировщики, вид документации, регистрационный шифр проектов: строительного и сварочных работ;
- обязательно есть информация об изготовителе свариваемых конструкций с отметкой регистрации контрольной приемки;
- данные руководителя Гостехнадзора;
- даты начала и окончания заполнения журнала.
Титул заполняется ответственным лицом, назначенным подрядчиком. Бригаде сварщиков необходимо вносить только техническую информацию о проведении технологических операций.
Составление списка ИТР
В этот список входят лица, ответственные за проведение сварочных работ. В нем может быть несколько фамилий, но чаще указывают только одну. Строительные правила (п. 10.1.1 СП 70.13330.2012) регламентируют требования, предъявляемые к руководителю, уровню его квалификации. Обычно главный инженер или технический директор строительной организации назначается руководителем сварочных работ.
Список сварщиков
Помимо фамилии, имени, отчества в журнал заносится информация о квалификации, указывается номер удостоверения, срок его действия. Специальная графа отведена для отметки допусков (к какому виду работ допущен сварщик). Они могут быть верховые, низовые, общие. Рядом по пятибалльной шкале ставится отметка выполнения контрольных работ. Каждому сварщику дается набор образцов для визуальной оценки качества швов. Требования, предъявляемые к сварщику, указываются в п. 10.1.3 строительных правил, в них предусмотрено указание номера индивидуального клейма. Оно ставится на каждом ответственном шве, обязательно на сосудах высокого давления. Информация о том, что представляет собой персональное клеймо, куда оно ставится после провождения сварных операций, содержится в строительных правилах.
Заполнение основной таблицы выполненных работ
Это основная часть документа. Для ознакомления ниже представлен образец заполнения 13 граф и небольшая инструкция. Существует единый порядок заполнения самой ответственной страницы.
В первой графе при работе в одну смену достаточно поставить дату, если работы проводятся в круглосуточного режиме, цифрой указывается смена: 1 – дневная, 2 – вечерняя, 3 – ночная.
2-я, внимательно нужно проставлять маркировку и название свариваемых элементов, каждый из сварщиков несет индивидуальную ответственность за качество сварных швов.
3-я, каждый узел прописывается индивидуально, место соединения, его номер определяются по проектной документации (чертежу).
В четвертой графе приемщик ставит свою отметку, только после этого операция считается выполненной.
5-я, информация об электродах, сварочной проволоке тоже фиксируется, указывается номер партии, маркировка припоя.
В графе 6 «климатические условия» традиционно фиксируется только температура атмосферного воздуха. Но если был сильный ветер или осадки, их лучше указать, хотя бы для истории. Но в действительности при возникновении чрезвычайных ситуаций важна каждая мелочь.
С графой 7 проблем не возникает: ФИО и № удостоверения есть в списке сварщиков;
8, 9,10: № персонального клейма указывается рядом с автографом исполнителя, это сделано, чтобы не было путаницы. Каждый проверяет правильность заполнения графы.
11,12,13 графы заполняются приёмщиком. Он оставляет свой автограф, ставит оценку, делает отметку о замечаниях или их отсутствии.

Журнал регистрируется в органах государственного строительного надзора.

Ответственность
Иногда возникает вопрос: зачем вся эта бюрократическая волокита? Она нужна для подстраховки сварщика. Как документально доказать, что не по его вине случилась авария? При заполнении журнала сварочных работ, особенно в момент его прописывания, желательно максимально концентрироваться, проверять номер клейма, дату, информацию об узле.
Журнал заполняется каждой бригадой отдельно. Если даже на объекте к работам привлечено сразу несколько коллективов из разных организаций, у каждой индивидуальный документ. При переходе на другой объект журнал сдается. Он заполняется по одному месту работы, чтобы не возникало путаницы.
Документ имеет законную силу, его представляют в суд в случае разбирательств. С ним работает комиссия, устанавливающая причины аварии. Журнал сварочных работ должен соответствовать требованиям промбезопасности. Его ведение утверждено на законодательном уровне. К тем, кто не ведет подобную документацию на объектах, применяются меры воздействия: руководители субподрядных и подрядных организаций штрафуются. Надзорные органы вправе запросить журнал для проверки в любое время. Сотрудники, пренебрежительно относящиеся к заполнения документации, также наказываются вплоть до увольнения.
В прошлой статье я рассказывал как заполнять общий журнал работ. Сегодня продолжу данную тематику и расскажу как правильно оформить журнал сварочных работ. Также объясню где взять актуальный бланк журнала и напишу тонкости при его ведении.
Что такое ЖСР
Журнал сварочных работ, коротко ЖСР, это документ в который вносятся записи о выполнении сварочных работ при строительстве объектов капитального строительства. Ведет его ответственный производитель работ совместно с сварщиками. Предназначен он для контроля сварных соединений. В нем содержатся все необходимые сведения для этого.
Нормативная база
Заполнение
Вести ЖСР должно ответственное лицо, назначенное по приказу. Назначать кого-то руководителем сварочных работ можно при наличии у него специального сварочного образования или свидетельства о повышении квалификации.

Сперва журнал нумеруется прошивается и закрепляется печатью организации и подписью руководителя.

Титульный лист
Заполнение журнала начинается с титульного листа. Сперва журналу присваивается номер. Заполняются сведения по организации, выполняющей сварочные работы, прописывается наименование объекта капитального строительства.
Согласно ч. 10.1.1 СП 70.13330.2012 вносится запись о руководителе сварочных работ.
Указываются на титульном листе ЖСР сведения о проектной организации и шифр проекта. Также указываются сведения об организации, разработавшей проект производства сварочных работ и его шифр.


Следующим пунктом указываются сведения об организации, изготовившем конструкции и шифр документа качества данных конструкций.
Сведения об ответственном лице заказчика также вносятся в титульный лист ЖСР.
Последним пунктом прописывается дата начала работ и по завершению дата окончания работ. На этом заполнение титульного листа завершается.

Список ИТР
Следующим этапом заполнения ЖСР будет указание сведений об инженерно-техническом персонале, который участвует в выполнении сварочных работ.

Список сварщиков
В данной таблице вносятся сведения на сварных, участвующих на сварочных работах. Требования к сварщикам установлено в п. 10.1.3 СП70.13330.2012.


Основная таблица
Производителю работ ответственному за сварочные работы ежедневно приходится заполнять именно эту таблицу. Она состоит из 13 столбцов. Чаще всего производители работ не заполняют столбец №6 и забывают получить подписи сварщиков. В последующем это вытекает в большую проблему при составлении исполнительной документации. Так как атмосферные условия это очень важный пункт при контроле сварных соединений и на него всегда обращают внимание инженеры строительного контроля.
А отсутствие подписей ответственных сварщиков приводит к тому, что сварные периодически увольняются и потом приходится их искать. Не всегда работодатель и работник расстаются полюбовно.
ЖСР изначально нужно вести правильно и заполнять все пункты указанные в таблицах. Это ответственный документ, который помогает контролировать сварочные работы, влияющие на безопасность всего объекта капитального строительства.
Пример заполнения основной таблицы

Для скачивания актуального бланка журнала сварочных работ перейдите по ссылке.
АНО ДПО «СУЦ «Основа» приглашает пройти обучение и аттестацию сварщиков и специалистов сварочного производства НАКС. Занятия проводятся на основании ПБ 03-273-99 и РД 03-495-02.
После успешного прохождения аттестации обеспечиваем получение удостоверения НАКС с занесением в реестр НАКС.
Что такое НАКС?
НАКС — это Национальное Агентство Контроля Сварки. Является одним из подразделений системы аттестации сварочного производства САСв.
Кому нужно обучение и аттестация сварщиков и специалистов НАКС
Аттестация сварщиков и специалистов сварочного производства проводится в целях установления достаточности их теоретической и практической подготовки, проверки их знаний и навыков и предоставления права сварщикам и специалистам сварочного производства выполнять работы на объектах, подконтрольных Ростехнадзору.
Где и как пройти аттестацию НАКС?
Аттестация проводится в любом регионе РФ, независимо от места жительства. Она организовывается на базе независимых аттестационных центров, входящих в структуру НАКС. Экзамены принимает аттестационная комиссия.
Дистанционно аттестация НАКС не проводится. Для ее сдачи необходимо присутствовать лично.
Чтобы получить аттестацию НАКС специалисты обязаны предварительно пройти предаттестационную подготовку.
Уровни сварщиков и специалистов НАКС и требования к ним
- Аттестация сварщика НАКС I уровень. Требуется сварщикам. Дает допуск к проведению сварочных работ.
Требования: среднее или неполное среднее образование + специализированные курсы, стаж работы- 6-12 месяцев, зависимо от образования. - Аттестация специалиста НАКС II уровень. Требуется мастерам. Позволяет не только выполнять работы самостоятельно, но и контролировать других сварщиков.
Требования: минимум среднее образование, стаж работы – 6-36 месяцев. - Аттестация специалиста НАКС III уровень. Требуется технологам. Позволяет разрабатывать документацию, связанную с проведением сварочного процесса, определять его технологию.
Требования: среднее техническое по сварочному производству или высшее техническое образование, стаж работы – 3-36 месяцев. - Аттестация специалиста НАКС IV уровень. Требуется инженерам. Дает возможность руководить сварочными процессами и утверждать документацию, согласно которой ведутся работы.
Требования: высшее специальное образование по сварочному производству и дополнительные подготовительные курсы.
Периодичность аттестации
Периодичность зависит от уровня сварщика/специалиста.
Документы НАКС для:
- сварщиков I уровня действительны 2 года;
- мастеров и технологов II и III уровней — 3 года;
- инженеров IV уровня — 5 лет.
Когда срок действия удостоверения подходит к концу, оно продлевается — проводится периодическая аттестация. Чтобы продлить удостоверение сварщика НАКС, следует подать документы не позже, чем за 1 месяц до окончания его даты действия.
Виды аттестации НАКС
- Первичная. Нужна сварщикам, у которых до этого не было допуска к сварке или наплавке соединений оборудования, конструкций и трубопроводов, подконтрольных Ростехнадзора РФ.
- Дополнительная. Требуется сварщикам и специалистам сварочного производства, у которых был перерыв в работе минимум 6-12 месяцев (при условии выполнения работ, прописанных в их удостоверениях). А также специалистам, сдавшим первичную аттестацию, но планирующим выполнять работы, которые не записаны в удостоверении. Также ее проходят в случае обновления законодательных актов Ростехнадзора РФ.
- Периодическая. Требуется сварщикам, у которых истекает срок действия удостоверения. Можно проходить не более двух раз, дальше вновь необходимо сдавать первичную аттестацию.
- Внеочередная. Нужна сварщикам, которые были отстранены от выполнения должностных обязанностей по причине нарушения технологий или из-за некачественно выполненных работ. Может проводиться по требованию работодателя или представителя Ростехнадзора РФ.
Что вы получаете, пройдя обучение и аттестацию НАКС
- Удостоверение НАКС сварщика установленного образца
- Протокол аттестационной комиссии
- Внесение в открытый Реестр НАКС
Обратите внимание! Удостоверение дает допуск исключительно к выполнению работ, которые в нем указаны.
Стоимость аттестации НАКС для сварщиков и специалистов:
| Аттестация сварщиков 1 уровня (ориентировочная) | от 15 000 рублей |
| Аттестация специалистов 2 и 3 уровней (ориентировочная) | от 18 000 рублей |
Цена обучения зависит от выбранной программы, количества аттестуемых сварщиков/специалистов и прочих факторов. Для уточнения стоимости подайте заявку или свяжитесь с сотрудниками учебного центра.
Необходимые документы для обучения и аттестации сварщиков НАКС
- Заявка.
- Ксерокопия паспорта.
- Ксерокопия трудовой книжки, заверенная печатью и подписью руководителя предприятия.
- Ксерокопия медицинской справки 086/У, заверенная печатью и подписью руководителя предприятия.
- Цветное матовое фото 3х4.
- Ксерокопия аттестата/диплома о сварочном образовании на 4-5 разряд, заверенная печатью и подписью руководства (для I уровня).
- Ксерокопия удостоверения НАКС на I уровень (для аттестации на II уровень), на II уровень (для аттестации на III уровень).
- Ксерокопия протокола по промышленной безопасности (для II и III уровней).
Виды и методы сварки
Методы плавки/наплавки:
| Шифр (метод) плавки/наплавки | Расшифровка метода |
| РД | Ручная дугoвая сварка покрытыми электродами |
| РAД | Ручная аргонoдуговая сварка неплавящимся электродом |
| Г | Газовая свaрка |
| РДН | Ручная дуговая наплавка покрытыми электродами |
| РДВ | Ваннaя ручная дуговая сварка покрытыми электродами |
| МП | Механизированная свaрка плавящимся электродом в среде активных газов и смесях |
| КТС | Контактная тoчечная сварка |
| КСО | Контактная стыковая сварка оплавлением |
| МФ | Механизированная сварка под флюсoм |
| МПГ | Механизированная сварка порошковой проволокой в среде активных газов |
| МПС | Механизировaнная сварка самозащитой порошковой проволокой |
| МПСВ | Ванная механизировaнная сварка самозащитой порошковой проволокой |
| МФВ | Ванная механизировaнная сварка под флюсом |
| АФ | Автоматическая сварка под флюсом |
| НИ | Сварка нагретым инструмeнтом полимерных материaлов |
| ЗН | Сварка с заклaдными нагревателями полимeрных материалов |
Группы ОТУ (опасных технических устройств):
| Шифр Группы ОТУ | Расшифровка шифра группы ОТУ |
| ПТO | Подъeмно-транспoртное оборудование |
| КO | Котельное оборудование |
| ГО | Газовое оборудование |
| НГДО | Нефтeгазо-добывaющее оборудование |
| МO | Металлургическое оборудование |
| OХНВП | Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств |
| ГДO | Горнодобывающее оборудование |
| ОТOГ | Оборудование для транспортировки опасных грузов |
| CК | Строительные конструкции |
Регламентирующие документы
- ПБ 03-273-99. «Правила аттестации сварщиков и специалистов сварочного производства»
- РД 03-495-02. «Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства»
Запишитесь на обучение и аттестацию сварщиков и специалистов сварочного производства НАКС в учебный центр «Основа». Полученных знаний вам хватит, чтобы успешно пройти аттестацию, получить удостоверение сварщика НАКС и работать по специальности.
Консультации бесплатны, обращайтесь по телефону, почте или заполняйте форму обратной связи на сайте.
Сотрудники учебного центра ответят на интересующие вас вопросы по аттестации сварщиков НАКС по нашим телефонам, адресам электронной почты или проведут Онлайн консультацию.
Читайте также: